Шатунно поршневая группа дизельного двигателя
Что заходит в поршневую группу двигателя?
Корректное функционирование ДВС в большой степени зависит от кривошипно-шатунной группы. Конкретно этот механизм обеспечивает трансформацию энергии от сжигания горючего в движение. Существует ряд технических аспектов и соответствующих симптомов, которые очевидно указывают на будущие либо уже возникшие препядствия с поршневой группой. В индивидуальности это касается коммерческого и промышленного транспорта. Перегрузки на него в пару раз превосходят эксплуатационные нормы личных (легковых) каров.
Поршневые ЯМЗ можно приобрести в Вебе. Подобные движки, до этого всего, ценят за высшую ремонтопригодность. Отметим, что техника с ЯМЗ под капотом эксплуатируется по всему земному шару. Благодаря настолько широкому распространению, удалось достигнуть очень сниженных цен за запасные детали.
Состав поршневой группы

В подавляющем большинстве случаев компании закупают сходу моторкомплекты. Это типичные тул-киты, в каких уже находится всё нужное для технического обслуживания поршневой группы двигателя.
Но, по мере необходимости постоянно можно выполнить и покупку определенного элемента в отдельности. Ниже перечислен обычный набор запасных частей для поршневой группы ЯМЗ:
- компрессионные кольца;
- шатун;
- поршень;
- крышка шатуна и гайка крепления;
- маслосъёмные кольца;
- поршневой палец;
- втулка шатуна (верхняя головка);
- стопорное кольцо для поршневого пальца и т.д.
Естественно, данные запасные детали машин создают из специализированных сплавов. Они должны выдерживать заявленные перегрузки. Наиболее того – владеть припасом прочности.
Ни для кого не тайна, что ЯМЗ прогуливаются на 25% подольше на техническом уровне прописанного срока эксплуатации. Но это не значит, что мероприятия по ремонту и техобслуживанию можно часто переносить.
Соответствующие признаки, которые указывают на препядствия в поршневой группе

К таким симптомам можно отнести: затруднение при пуске двигателя, расход масла возрастает, состав выхлопных газов меняется (движок больше дымит), состав масла меняется (в нём имеются маленькие железные фрагменты и т.д.).
Если с вышеозначенными признаками ещё можно мириться, то со понижением мощности агрегата – нет. Чтоб не доводить до глобальной реставрации двигателя (из-за задиров на поршне, деформации поршневых колец и т.д.), настоятельно рекомендуется иметь достаточное количество ремкомплектов для ЯМЗ в припасе (не только лишь для штатных, да и внеплановых ремонтных работ).
Смотрите также:
- Понимаете ли Вы, что собой представляет в техническом плане вилочный погрузчик?
- Советы, касающиеся выбора автобуса — http://classical-news.ru/kak-vyibrat-avtobus/
В видео показывается поршневая группа для ряда тракторов:
Источник: classical-news.ru
Сборка и установка шатунно-поршневой группы на движок
Поршни с шатунами
На днище поршня нанесено обозначение группы поршня по поперечнику юбки, на фронтальной части поршня — ремонтной группы и ремонтного размера поршня. Для облегчения личного подбора поршней к цилиндрам любой из размеров ремонтной группы подразделяют на размерные группы, в каких размеры поршней по поперечнику юбки следуют через 0,01 мм. Все операции подбора поршней по цилиндрам нужно проводить при температуре окружающей среды 17… 23 °С.
Для облегчения личного подбора поршневых пальцев поршни по поперечнику отверстия под поршневой палец подразделяют на четыре размерные группы. Маркировку размерной группы по поперечнику отверстий под поршневой палец производят нанесением краски на бобышку поршня.
При подмене поршней без подмены гильзы цилиндров верхнюю кромку (буртик) гильзы, которая образовалась в итоге износа гильзы под верхним поршневым кольцом, целенаправлено обработать шабером либо тонкодисперсным шлифовальным кругом, установленным на пневматической либо электронной дрели.
Поршни к цилиндрам следует подбирать так, чтоб зазор меж стеной цилиндров и юбкой поршня был 0,03…0,05 мм. Зазор определяется лентой-щупом шириной 0,08 мм, шириной 10… 13 мм и длиной не наименее 200 мм. Ленту-щуп протягивают через зазор меж поршнем и цилиндром при недвижном поршне с усилием 25… 45 Н, При всем этом поршень должен быть обращен днищем вниз, а лента-щуп обязана находиться в плоскости, перпендикулярной оси отверстия под поршневой палец. Подбор поршней можно проводить не выпрессовывая гильзы из блока либо опосля их выпрессовки. Опосля подбора поршней к гильзам цилиндров нужно на днищах поршней вышибить порядковые номера цилиндров.
Высадку пальца в бобышках поршня делают с натягом 0,0025… 0,0075 мм. Допуск цилиндричности пальца равен 0,00125 мм в радиусном выражении. Стопорные кольца поршневого пальца следует устанавливать в канавках поршня с неким натягом, т.е. они не должны проворачиваться от усилия руки. Кольца, потерявшие упругость, следует поменять.
Шатуны
Нижнюю головку шатуна обрабатывают в сборе с крышкой, потому при разборке, контроле и сборке следует сохранять комплектность шатуна и крышки шатуна. Крышки шатунов центрируют по шлифованным поверхностям шатунных болтов. Ремонт верхней головки шатуна обычно заключается в выпрессовывании, запрессовывании и растачивании втулки. Усилие запрессовки втулки обязано быть не наименее 7 000 Н, При ремонте верхней головки шатуна размеры под втулку и палец должны соответствовать размерам, рекомендованным заводом-изготовителем. Для подбора пары поршневой палец — шатун размеры верхней головки шатуна (поперечник от-верстия под втулку) подразделяют на размерные группы, которые различаются друг от друга на 0,0025 мм.
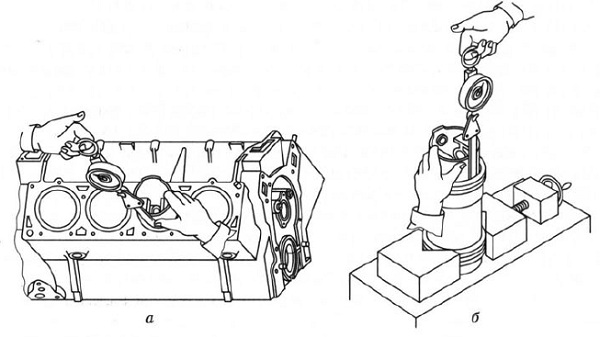
Рис. Подбор поршня к гильзе при помощи ленты-щупа:
а — гильза запрессована в блок цилиндров; б — гильза выпрессована из блока цилиндров
Сборка шатунно-поршневой группы
Для сборки шатуна с поршнем необходимо подобрать поршневой палец к втулкам верхней головки шатуна и бобышкам поршня. Для соединения с шатуном поршень нагревают в масле либо в электронагревательном приборе до температуры 55 °С. При всем этом палец в отверстие бобышки нагретого поршня должен заходить плавненько от усилия огромного пальца правой руки. В таком соединении опосля остывания поршня возникает нужный натяг 0,0025 …0,0075 мм.
Потом необходимо сверить порядковые номера поршней и шатунов. Шатун закрепляют в тисках, устанавливают поршень, их соединение фиксируют пальцем. Поршень при сборке с шатуном должен быть установлен так, чтоб метка на днище поршня была ориентирована к фронтальной части двигателя. Бобышка, выштампованная на шатуне для левой группы цилиндров, также обязана быть ориентирована к фронтальной части двигателя, т.е. в одну сторону с меткой на поршне. Для правой группы цилиндров при сборке поршня с шатуном бобышка шатуна обязана быть ориентирована к задней части двигателя, а метка на днище поршня — к фронтальной части.
Опосля соединения и проверки шатунно-поршневой группы следует закрепить стопорными кольцами палец в бобышках поршня, потом кропотливо протереть подобранные по канавкам и подогнанные к цилиндрам поршневые кольца и установить их на поршни при помощи специального приспособления. Поршни в сборе с шатуном нужно проверить по массе. Детали набора, установленного на одном движке, не должны различаться по массе наиболее чем на 12 г, т.е. шатуны должны соответствовать по массе одной группе. Для установки поршней с шатунами в цилиндры блока необходимо выполнить последующие операции:
- повернуть блок двигателя, установить его на щите вертикально, фронтальной частью ввысь;
- поочередно, один за иным брать поршни с шатунами в сборе;
- кропотливо протереть салфеткой кровать под вкладыши в нижней головке шатуна;
- отвернуть гайки и снять крышку шатуна;
- установить шатун с поршнем.
При всем этом рекомендуется надеть на шатунные болты особые колпачки из латуни либо меди, предохраняющие зеркало гильзы цилиндров от повреждений.
Потом нужно проверить и продуть отверстие в нижней головке шатуна, служащее для разбрызгивания масла на стены цилиндра, вставить вкладыши в шатун и в крышку, протереть салфеткой верхние вкладыши шатуна и поршень, установить на поршень кольца, располагая внутреннюю выточку ввысь, развести соединения компрессионных колец по окружности поршня приблизительно на 120°. Опосля установки развести соединения компрессионных колец на 180°.
Дальше следует протереть салфеткой гильзы цилиндров блока и шатунную шею, смазать незапятнанным маслом, используемым для двигателя, поверхность шатунного вкладыша, поршня, поршневых колец и гильз цилиндров, вставить поршень с шатуном в цилиндр, направив метку на днище поршня к фронтальной части двигателя при помощи специального приспособления, довести подшипники шатуна до шеи коленчатого вала, продвигая поршень по цилиндру при помощи древесной оправки, смазать маслом шею вала и подтянуть нижнюю головку к ней, снять предохранительные наконечники с шатунных болтов и поставить на пространство нижнюю крышку шатуна, закрепив ее шатунными гайками.
Перед окончанием сборки необходимо проверить суммарный осевой зазор меж торцами шатунов и шатунной шеи коленчатого вала при помощи щупа и совсем затянуть болты шатунных подшипников динамометрическим ключом. Опосля затяжки каждой пары шатунных подшипников следует проворачивать коленчатый вал. Момент прокручивания вала при верно подобранных круговых зазорах в подшипниках должен быть не наиболее 100 Нм. Подобные операции необходимо провести при установке в цилиндры других поршней с шатунами.
Источник: ustroistvo-avtomobilya.ru
Тепловозы ТГМ4, ТЭМ2, ТГМ6
Веб-сайт посвященный тепловозам
Поршень и шатун дизеля 6ЧН 21/21

Поршень и шатун

Поршень, как одна из более принципиальных деталей двигателя, которая повсевременно находится под воздействием больших механических и температурных нагрузок, изготовляется из высококремнистого дюралевого сплава.
Для предотвращения пропуска газов картер и для пресечения попадания масла из картера в рабочее место цилиндра на поршне есть канавки для последующих колец:
- Два компрессионных 1 трапециевидного сечения изготовляются из блестящей стали, потому что они работают в томных критериях: полусухое трение, высочайшая температура;
- Компрессионное кольцо 2 (либо еще его именуют минутное) изготавливают из легированного чугуна;
- Маслосъемные кольца 3. На поршне для маслосъемных колец отведено две канавки, в которые устанавливают по два кольца, они изготовляются из легированного чугуна.
Выше описанная схема расположения поршневых колец не постоянно соответствует реальности: время от времени заместо трапециевидных компрессионных колец, устанавливают прямоугольные кольца, а заместо 4 маслосъемных колец ставят 3 кольца (на последнюю канавку, расположенною в районе юбке, приходится 1 «маслосрезное» кольцо).
На днище поршня имеются: 4-ре кармашка для впускных и выпускных клапанов, камера сгорания, также есть два отверстия, в которые вставляется съемник при снятии поршня. Поршень соединяется с шатуном средством пальца «плавающего типа».
Шатуны сделаны из качественной легированной стали. В верхнюю головку шатуна запрессована бронзовая втулка, в какой есть отверстие для смазки.

Нижняя головка разборная, для соединения «шапки» к шатуну употребляются болты с маленьким шагом. В нижнюю головку инсталлируются железные вкладыши, поверхность, которых покрыта свинцовистой бронзой. Для предотвращения самопроизвольного проворачивания вкладышей, на шатуне и его «шапке» запрессовано по одному штифту. Масло для смазки вкладышей поступает по каналам в коленвале .
В процессе использования дизеля происходит износ и закоксование цилиндро-поршневой группы, а именно при применении масел и горючего не отвечающих требованиям эксплуатационной аннотации. По данной причине происходит повышений пропуск газов из полостей цилиндра в полость картера. лишнее давление в картере при обычной работе системы вентиляции картера допускается лишь в исключительном случае. При всем этом допускается краткосрочная работа дизеля при давлении в картере, не превосходящим 0,4…0,5 кПа, замеряемым U-образным дифманометром, подсоединяемым к специальному отверстию в блок-картере.
Выемку шатунно-поршневой группы необходимо создавать лишь при возникновении последующих соответствующих признаков:
- Возникновение завышенного давления в картере;
- Повышение расхода смазочного масла(без учета его пропусков через уплотнения);
- Забияк поршня и(либо) гильзы;
- Забияк подшипника верхней головки шатуна;
- Поломка поршня либо поршневых колец;
- Остальные ремонтные работы.
Съемник для выемки поршня с шатуном

Чистку поршневых колец от нагароотложений создают методом помещения их на 40…45 мин. в емкость с веществом кальцинированной соды, нагретой до температуры кипения, либо в емкость с диз. топливом. Опосля этого необходимо соскребти нагар с колец при помощи медной пластинки. Дальше помыть кольца в горючем, протереть насухо и оглядеть. Поршневые кольца имеющие трещинкы, заусеницы и опасности на рабочих поверхностях, выкрашивание хромового слоя либо места неплотного прилегания к зеркалу гильзы — поменять новенькими. Кольца, в замках которых имеется зазор превосходящий допустимый, заменяются, и при установке поршневых колец в канавки поршня, следует направить внимание на осевой зазор меж кольцом и канавкой поршня, который должен быть в границах рабочих величин (О зазорах см. в разделе « Сборочные и рабочие зазоры либо размеры «). Застыл данного зазора у трапецеидальных колец делается методом подготовительного одевания на поршень кольца-приспособления. Кольцо надевается таковым образом, чтоб поршневое кольцо сжать до рабочего состояния, выступая заодно умеренно из поршня. Фиксируя кольцо-приспособление в соответственном положении, ввести щуп меж кольцом и поверхностью ручья.
Приспособление для установки/снятия поршневых колец имеет последующий вид:
Если данный зазор будет наиболее допустимой величины, то необходимо поменять изношенное по высоте кольцо либо же поршень, исходя из предпосылки износа поршневой канавки. При постановке третьего кольца(считая от днища поршня) нужно направить внимание на то, чтоб надпись на поршневом кольце надпись была ориентирована в сторону днища поршня. Опосля надевания колец, их инспектируют на свободное перемещение в канавках. Верно подобранные кольца при проворачивании должны свободно передвигаться при любом их положении.
Опосля снятия колец «смочите» поршень дизельным топливом либо бензином, либо расположите в емкость с диз. топливом(днищем вниз). Канавки поршневых колец необходимо очищать при помощи медной пластинки либо древесного скребка. Чистку днища и юбки создавать медной пластинкой. Применять наждачную шкурку и железные пластинки строго запрещается. Также нужно очистить маслоотводящие каналы маслосьемных колец. Опосля чистки, поршень помойте в диз. горючем, протрите насухо, осмотрите и произведите обмер износа.
При осмотре необходимо особо уделять внимание имеющимся в наличии трещинкам и забиякам. При наличии трещинок поршень необходимо поменять, незначимые забияки устраняются методом зачистки наждачкой.
Источник: tgm4.org
Введение
Целью курсового проекта по эксплуатации и техническому обслуживанию, ремонту тягового подвижного состава является освоение способностей разработки технических действий, технической и технологической документации, роль в конструкторско-технологической деятельности и разработке эскизов, углубление теоретических познаний, классификации и закрепления материала.
Главный энергетической установкой является дизель. Шатунно-поршневая группа совместно с коленчатым валом – это главный рабочий механизм поршневого двигателя внутреннего сгорания. Поршень – более ответственная и напряженная часть двигателя.
От технического состояния поршня зависит работа всего дизеля в целом и экономичность работы дизеля. Потому нужно обеспечивать уход и контроль свойства на техническом обслуживании и ремонте поршней.
Также в проекте разработан технологический процесс ремонта шатунно-поршневой группы дизеля Д49 с раскрытием таковых вопросцев, как главные неисправности ремонтируемой сборочной единицы и составление технологической схемы ремонта.
шатунный поршневой дизель ремонт
Предназначение и система
Дизели 1А-5Д49 мощностью 3000 л.с. (2200 кВт) начали серийно выпускать на Коломенском тепловозостроительном заводе с 1975 г. Их устанавливал на грузовые двухсекционные тепловозы 2ТЭ116 Луганский тепловозостроительный завод. Позже Коломенский завод приступил к серийному производству пассажирского односекционного тепловоза ТЭП70 с дизелями 2А-5Д49 мощностью 4000 л.с. (2940 кВт).
Рабочий процесс дизелей Д49 различается высочайшей экономичностью на режимах номинальной мощности.
На русские стальные дороги в общей трудности поступило около 2 тыс. секций тепловозов с дизелями типа Д49.
Шатунно-поршневая группа представляет группу деталей кинематической пары – поршень-шатун, играющей важную роль в рабочем процессе дизеля.
Шатунно-поршневая группа совместно с коленчатым валом являются главным рабочим механизмом поршневого двигателя внутреннего сгорания. Поступательное движение поршня преобразуется во вращательное движение коленчатого вала с помощью шатуна, сочлененного шарнирно с верхней головкой поршневым пальцем и нижней головкой с шеей колена вала. Рабочая полость размещается меж поршнями. Поршень – более ответственная и напряженная часть двигателя. Он делает последующие функции:
обеспечивает требуемую форму камеры сгорания и плотность внутрицилиндрового места;
передает силу давления газов на шатун и систему цилиндра;
управляет открытием и закрытием окон.
В процессе работы на поршень действуют механические перегрузки давления газов и сил инерции, также высочайшие термо перегрузки в период конкретного соприкосновения его с жаркими газами при сгорании горючего и расширении товаров сгорания. Добавочно поршень греется от трения о стены цилиндра. При нагреве поршня снижаются механические характеристики его материала и растут тепловые напряжения в нем. К тому же усугубляется {наполнение} цилиндра свежайшим зарядом, из-за чего же миниатюризируется мощность двигателя, возникают условия для заклинивания поршня в цилиндре, усугубляется работа кругового уплотнения. Поршень, вместе с достаточной прочностью и жесткостью, обязан иметь может быть наименьшую массу для уменьшения сил инерции, владеть высочайшей теплопроводимостью и износостойкостью. Система поршня обеспечивает свободное перемещение его в цилиндре и достаточную плотность для предотвращения прорыва газа из камеры сгорания в картер и попадания масла со стороны картера в рабочую полость цилиндра, что наблюдается при огромных зазорах меж кольцом и канавкой поршня.
На всех дизелях типа Д49 использован поршень составной конструкции и относительно малой массы, что делает умеренные инерционные перегрузки на детали шатунно-кривошипного механизма.
Поршни могут изготовляться из чугуна, стали и сплавов алюминия, что влияет на их конструктивные формы (алюминий имеет в 2,5 раза наименьшую плотность и в 5 раз огромную теплопроводимость, чем чугун).
Разглядим поршень дизеля типа Д49, индивидуальности его конструкции, также главные неисправности и способы их устранения.
Источник: studwood.ru
Поршневая МТЗ 80 и МТЗ 82: установка шатунно-поршневой группы
Движки внутреннего сгорания оснащаются элементами, совершающими возвратно-поступательное движение, которое потом преобразуется во вращение коленчатого вала. Поршни и шатуны в процессе работы испытывают перегрузки, приводящие к износу деталей и понижению черт двигателя. Для обеспечения работоспособности техники требуется устанавливать новейшие детали ремонтного размера.

Поршневая группа двигателя Д 240
Для ремонта 4-цилиндровых тракторных движков МТЗ выпускаются особые поршнекомплекты, состоящие из:
- металлической гильзы;
- набора поршневых колец (включая 3 компрессионных и маслосъемное);
- пальца для установки поршня на шатуне;
- поршня;
- набора стопорных колец для фиксации пальца;
- уплотнительных резиновых прокладок, предотвращающих просачивание охлаждающей воды в щели меж гильзой и блоком.
Стоимость набора зависит от производителя запасных частей. К примеру, стоимость набора МДК (изготовитель «МД Конотоп») составляет 2 тыс. руб., аналогичный набор от компании «Мотордеталь» обойдется в 3,5 тыс. руб. Есть отдельные наборы поршневых колец, включающие детали для 4-цилиндрового мотора в сборе либо для 1 цилиндра. Приобрести в Москве кольца может быть за сумму 860-2400 руб. (зависит от состава набора).
Установка шатунно-поршневой группы Д 245
Перед началом работ требуется взвесить поршни с за ранее установленными кольцами и шатуны. Допустимая разница в массе составляет 10 и 30 г соответственно, при увеличении значения возникает завышенная вибрация, выводящая агрегат из строя. Если найдена увеличенная разница веса деталей, то будет нужно приобрести новейший набор, рекомендуется взвешивать составляющие при покупке. Также взвешиваются и пальцы со стопорными кольцами, допускается разница массы до 10 г.
Описание последовательности работы по установке деталей:

- Удалить вероятные загрязнения с поверхности гильз, поршней, колец, вкладышей и коренных и шатунных шеек. Пыль протирается сухой незапятанной салфеткой с следующей продувкой деталей сжатым воздухом.
- Установить палец в головку шатуна, деталь заходит под усилием пальца руки, доборная смазка не применяется. Не допускается биение цилиндрической детали в подшипнике, палец не должен выпадать из посадочного гнезда под действием собственного веса.
- Смонтировать на поршень верхнее компрессионное кольцо, которое различается от детали, используемой на атмосферных моторах. Кольцо имеет трапециевидное сечение, рабочая поверхность покрыта колченогом (для понижения трения и сокращения зазора). В конструкции поршня для движков с наддувом предусмотрена вставка из специального материала, залитая в тело детали. В корпусе вставки выполнен паз для размещения верхнего кольца.
- Установить 2-ое компрессионное кольцо (с конусным профилем) и элемент для удаления масла с поверхности гильзы. Повторить функцию для поршней оставшихся цилиндров двигателя. При монтаже следует надзирать метку «верх» (на части деталей замененную на слово «TOP»), нанесенную на торец детали около замочного соединителя. Надпись создана для корректной ориентации колец, размещается в сторону днища поршня.
- Проверить легкость вращения колец в пазах, а потом распределить замки по окружности (через 180°). Проконтролировать обоюдное размещение расширителя на маслосъемном кольце с положением замка, совпадение зазоров не допускается. На кольце имеется особая метка (размещена в стороне от разъема), которая располагается в направлении к высшей части поршня.
- Смазать внутренние поверхности гильз цилиндров, собранные поршни и шатунный механизм моторным маслом. Для обжатия колец перед установкой употребляется особая оправка, облегчающая установка и предохраняющая кромки колец от сколов.
- Затянуть крепления крышек шатунных опор динамометрическим ключом с приложением момента 180-200 Н/м.
- Проверить усилие сопротивления вращению, провернув коленчатый вал за носок. Допустимое усилие составляет до 60 Н/м.
- Проконтролировать обоюдное положение днища поршня и верхней плоскости блока цилиндров. Заводская документация предугадывает выход поршня из блока на высоту 0,3-0,55 мм.
- Проверить расстояние меж боковой плоскостью поршня и поверхностью гильзы. Нормативами предусмотрен зазор не наименее 0,2 мм (измерение делается на расстоянии 3 мм от верхней торцевой плоскости блока).

Опосля установки деталей производится установка головки блока, если в процессе ремонта из узла удалялись седла и клапана, то следует смонтировать на пространство новейшие детали. Потом инсталлируются детали газораспределительного механизма (с следующей регулировкой зазоров меж бойком и торцом стержня) и устанавливается поддон, расположенный на нижней части картера.
Опосля проведения сборки и заправки технологическими жидкостями агрегат обкатывается в согласовании с советами, приведенными в заводской аннотации.
Неисправности поршневой группы двигателя
При износе компонент поршневой группы в работе агрегата появляются проблемы:
- При работе прогретого двигателя из выхлопного патрубка наблюдается дым голубого цвета, указывающий на попадание масла в камеру сгорания. Неувязка возникает при образовании слоя кокса на поршневых кольцах, который вызывает залегание частей. Доп симптомом (одним, отдельным признаком заболевания) поломки является понижение уровня моторного масла в картере.
- Возникновение белоснежного дыма в выхлопных газах прогретых дизелей (при нормативной перегрузке и отсутствии следов воды в горючем) показывает на понижение компрессии из-за износа либо разрушения колец либо стен гильзы. Сразу с возникновением белоснежного дыма наблюдается понижение мощности и вращающего момента силовой установки. Для восстановления работоспособности требуется демонтировать головку и проверить состояние частей поршневой группы.
- Затрудненный запуск двигателя (вне зависимости от температуры охлаждающей воды) при исправных системах подачи горючего и чистки воздуха показывает на увеличение зазора в поршневой группе. При увеличении зазоров возникают глухие стуки, прослушиваемые по всей длине блока.
- Стук (либо гул), доносящийся из высшей части блока дизеля при изменении оборотов, показывает на возникновение зазоров меж верхней втулкой шатуна и пальцем. Износ поршневых колец добавочно увеличивает шумовой эффект.
Диагностика (процесс установления диагноза, то есть заключения о сущности болезни и состоянии пациента) состояния и дефектовка деталей поршневой

Для подготовительной проверки состояния поршневой группы тракторного дизеля нужно слить масло из картера, а потом демонтировать нижний поддон.
Потом снимается декоративная защитная крышка газораспределительного механизма и удаляется валик с кулачками привода клапанов, под которым расположены болты крепления головки у блоку цилиндров.
Опосля снятия головки механик оценивает состояние детали, при обнаружении трещинок агрегат демонтируется с трактора и отчаливает в сервисный центр для проведения серьезного ремонта.
Для проверки состояния и замера размеров требуется демонтировать поршневую группу. В процессе разбора мотора удаляется масляная помпа с магистралями подачи воды к трущимся парам, а потом откручиваются болты крепления шатунных крышек. Поршни в сборе с шатунами извлекаются из гильз через высшую часть блока.
Проверка состояния частей состоит из шагов:
- Найти внутренний поперечник гильзы в зоне наибольшего износа (поближе к высшей части). Застыл делается в 2 плоскостях — параллельной коленчатому валу, а потом параллельной направлению качания шатунного механизма.
- Проконтролировать поперечник поршня около юбки (перпендикулярно оси поршневого пальца).
- Оценить износ пазов, созданных для установки колец. Измерение делается щупом опосля чистки канавок и установки новейших колец.
- Зазора меж пальцем и соответственной втулкой в шатуне составляет не наиболее 0,06 мм, при повышении значения детали подлежат подмене.
- Пальцы изменяются при обнаружении овального сечения либо износа на конус (наиболее чем на 0,02 мм). Не допускается извив либо скручивание шатуна (0,08 и 0,12 мм соответственно).
Таблица ремонтных размеров поршневой группы Д-240
Индустрией выпускается 3 размерные группы поршневой для МТЗ Д-240:
| Обозначение группы | Внутренний поперечник гильзы (минимум), мм | Внутренний поперечник гильзы (максимум), мм | Поперечник поршня, измеренный по юбке (минимум), мм | Поперечник поршня, измеренный по юбке (максимум), мм |
| М | 110 | 110,02 | 109,88 | 109,90 |
| С | 110,02 | 110,04 | 109,90 | 109,92 |
| Б | 110,04 | 110,06 | 109,92 | 109,94 |
Детали различаются поперечником сопрягаемых частей, маркировка наносится на высшую часть стакана гильзы, не применяемую при работе дизеля. Поршни маркируются нанесением соответственной литеры на днище. При проведении серьезного ремонта агрегата запрещается внедрение деталей из различных наборов.
Источник: vseomtz.ru
Тракторы МТЗ-80, 82, МТЗ-1221, 320, ЮМЗ, Т-40, Т-25, Т-150К. Запчасти, регулировки, техобслуживание и ремонт.
Шатунно-поршневая группа дизельного двигателя Д-243
Детали поршневой Д-240 трактора МТЗ-80, МТЗ-82 подменяют при увеличенном расходе картерного масла либо завышенном проникновении газов в картер дизеля, замеренных диагностическими средствами.
Если диагностические характеристики достигнули значений, допустимых в эксплуатации, то дизель разбирают для технической экспертизы, которую проводят методом осмотра и микрометража деталей поршневой группы с целью подмены непригодных, износившихся деталей.
Чтоб выполнить техно экспертизу деталей, снимают головку цилиндров и поддон картера. Если опосля снятия головки цилиндров на поверхности блока обнаружатся трещинкы, то последующую разборку прекращают, дизель снимают с трактора и посылают в ремонт.
При отсутствии очевидных изъянов демонтируют масляный насос, трубопроводы и крышки шатунных подшипников. Поршни в сборе с шатунами извлекают из гильз цилиндров.
В поршневой двигателя Д-240 трактора МТЗ-82, МТЗ-80 износу более подвержены: поршневые кольца, поршень, втулка верхней головки шатуна, вкладыши шатунных подшипников, гильзы цилиндров.
Сначала индикаторным нутромером замеряют поперечник гильзы цилиндра в месте большего износа в верхнем поясе гильзы — поначалу в плоскости, параллельной оси коленчатого вала, а потом в плоскости качания шатуна.
Поперечник юбки поршня двигателя определяют в плоскости, перпендикулярной отверстию поршневого пальца. Вместе с измерением поперечника юбки поршня контролируют изношенность канавок головки поршня по высоте пластинчатым щупом и новеньким кольцом.
Если зазор меж канавками поршня и кольцом превосходит допустимые размеры, поршень подменяют. Если овальность и поперечник гильзы выше, а поперечник поршня ниже значений, обозначенных в таблице, то и их подменяют.
Поршневую группу Д-240 трактора МТЗ-82, МТЗ-80 подменяют при зазоре меж поршнем и гильзой, превосходящем обозначенные значения. Гильзы из блока выпрессовывают особым съемником.
Если поперечник гильзы и поршня у дизелей с водяным остыванием в границах нормы, то рекомендуется удалить гильзы из блока и повернуть их на 90 градусов вокруг оси, потому что они наиболее всего изнашиваются в плоскости качания шатуна. Поршневые кольца подменяют, если зазор в замке кольца превосходит данные, если их установить в неизношенную высшую часть гильзы.
Зазоры поршневых колец и поршней двигателя Д-240
Зазор меж юбкой поршня и цилиндром, мм:
Обычный – 0,18. 0,20
Допустимый – 0,26
Зазор в замке поршневых колец, мм:
Обычный – 0,40. 0,80
Допустимый – 4,0
Зазор по высоте канавок поршня, мм:
Компрессионых – 0,08…0,12
Маслосъемных – 0,05…0,09
Допустимый – 0,30
Перед сборкой поршневой группы трактора МТЗ-80, МТЗ-82 инспектируют характеристики поршневого пальца шатуна Д-240 и состояние втулки его верхней головки.
Втулку подменяют при увеличении ее отверстия под поршневой палец либо прославлении высадки втулки в отверстии верхней головки шатуна.
Поршневой палец и втулку верхней головки шатуна подменяют при зазоре меж пальцем и втулкой наиболее 0,06 мм либо овальности и конусности поверхности пальца под втулку наиболее 0,02 мм.
Извив и скручивание инспектируют на приборе. Для всех дизелей извив шатуна не должен превосходить 0,08 мм, а скручивание — 0,12 мм. При сборке шатуна двигателя сначала запрессовывают втулку в его верхнюю головку.
Чтоб сделать лучше чистоту поверхности, и совсем подогнать отверстия под поршневой палец, отверстие обрабатывают регулируемой разверткой либо раскаткой. Зазор меж отверстием верхней головки шатуна и поршневым пальцем должен быть не наиболее 0,03 мм.
Тонкостенные сменные вкладыши шатунных подшипников коленчатого вала двигателя Д-240 изготавливают с высочайшей точностью.
Нужный диаметральный зазор при постоянной постели подшипника обеспечивается надлежащими поперечниками шеек коленчатого вала, потому вкладыши при ремонте дизеля подменяют без каких-то подгоночных операций, лишь попарно.
Не допускается подменять один вкладыш из пары, также спиливать либо пришабривать соединения вкладышей либо крышек подшипников, устанавливать прокладки меж вкладышами и постелью, меж крышкой и шатуном. При подмене вкладышей их устанавливают такого же размера, что и шеи коленчатого вала.
Перед сборкой поршневой группы, связанной с установкой новейших деталей, их подбирают по размерным группам.
Сортируют гильзы цилиндров на размерные группы по внутреннему поперечнику, а поршни — по внешнему поперечнику юбки. Поршни и гильзы, устанавливаемые на дизель, должны быть одной размерной группы, как обозначено в таблице.
Обозначение размерных групп для гильз нанесено на нерабочем верхнем торце гильзы, для поршня — на его днище. Перед установкой гильзы в блок осматривают состояние уплотнительных колец и нижних посадочных мест под гильзу в блоке цилиндров. Обычно, резиновые уплотнения подменяют.
Номинальные и ремонтные размеры поршневой группы двигателя Д-240
Обозначение размеров Поперечник гильзы цилиндра, мм Поперечник юбки поршня в нижней части, мм
М 104,82.-104,84 105,00.-105,02
С 104,84.-104,86 105,02.-105,04
Б 106,86.-104,88 105,04.-105,06
При подборе поршней Д-240 трактора МТЗ-80/82 уделяют свое внимание на размерные группы поршневых пальцев, их внутреннюю поверхность и бобышку поршня, маркированную краской. Поршни и поршневые пальцы подбирают одной размерной группы с схожей маркировкой.
Поршневой палец запрессовывают в поршень опосля его подготовительного нагрева в масле до температуры 70. 80°С. Разница в массе шатунов в сборе с поршнями для дизелей — 15 г.
Поршневые кольца на поршень устанавливают в определенном порядке приспособлением, предохраняющим кольца от случайных поломок.
Главные характеристики поршневых колец дизеля Д-240
Поршневое кольцо Рабочий зазор, мм Упругость, Н
1-ое (верхнее) 0,3.-0,6 60. 82
2-ое, третье 0.3. 0.6 68. 78
Кольца, установленные в канавки поршня двигателя Д-240, должны свободно передвигаться при его поворачивании и утопать в канавках под действием своей массы.
Замки первого и третьего поршневых колец располагают в канавках поршня под углом 180° относительно замков второго и 4-ого маслосъемных колец.
Потом поршень и кольца обильно смазывают дизельным маслом и, пользуясь конусной оправкой, устанавливают в гильзу цилиндра. Поршень не может выступать выше поверхности блока наиболее чем на 0,5 мм.
Источник: specsts.ru