Ступица шкива коленчатого вала
GAZ 24 › Logbook › Методика напрессовки ступицы шкива коленвала в ЗМЗшных моторах

Методика напрессовки ступицы шкива коленвала в ЗМЗшных моторах
Маленький мануальчик, который значительно облегчит новеньким сию достаточно ебкую с непривычки функцию. На предыдущей процедуре снятия останавливаться не буду, ибо, как говорится, разламывать на строить — снимать намного легче и на этом шаге обычно ни у кого заморочек не возникает. Скажу лишь, что для стаскивания ступицы идеальнее всего употреблять неплохой 100мм трехлапый съемник. Неплохой — это Force, Jonnesway и т.д.: недешево, но оно того стоит. Спец российский съемник (диск с кучей дырок, воронежского, по-моему, производства) не выдерживает никакой критики: сплав сырой, отверстия просверлены криво — в общем выброшенные средства.
В сей раз мне придется отойти от обыкновенной практики фотографирования всякого шага: методику опробовал слету, при всем этом не было никакой убежденности, что операция увенчается фуррором. В процессе было не до фото, а опосля того, как она таки увенчалась — нетрудно осознать, что у меня уже не было желания разбирать все опять, чтоб запечатлеть подробности :). Вообщем, процедура довольно прямолинейна и, думается мне, устного описания будет полностью довольно.
Итак, что нам пригодится:
1. Болт М24х2.0 длиной 60мм.
Хинт: большая часть резьбомеров завершаются на шаге 1.75, но подходящий нам шаг полностью можно намерить щупом 1.0. Просто витки будут совпадать через зубец.
2. Штук 15 шайб под него.
К огорчению, когда я пришел в магазин, меня там мало разочаровали. Потому пришлось брать два болта, один очень маленький (50мм), иной очень длиннющий (90мм). Под ключи на 30 и на 36 соответственно.

Для начала маленькое предупреждение: если у вас есть несколько ступиц и шкивов, не поддавайтесь соблазну хапнуть из горки первую попавшуюся пару и втулить не смотря, это все же ЗМЗ. До этого удостоверьтесь что все дырки совпадают (они должны совпадать лишь в одном положении). Все ок? Тогда к делу.
В машине смазываем узким слоем масла носок коленвала и забиваем в паз шпонку этак на сантиметр. С торца. По торчащей наружу части шпонки будет проще центровать ступицу.
Идем домой, берем ступицу и греем феном либо на плите градусов до 100. Опосля чего же заворачиваем в капюшон от пуховика, меховую варежку либо еще чего-нибудть теплоизолирующее и неплавкое (чтоб не остывала в процессе) и несем к машине. Не забываем прихватить толстую перчатку, чтоб не глядеть позже на раскаленную железку печальными очами, размышляя, чем бы ее ухватить. Приносим, распаковываем, насаживаем на носок вала и застукиваем легкими ударами молотка. Повторяю, легкими, и не поддаемся соблазну забить ступицу до конца, раз уж она так отлично идет. За счет нагрева она вправду 1-ый стантиметр проскакивает влет, но далее увязает, а стучать молотком по центровочному кольцу на торце — верный метод замять его и угробить все дело: шкив на замятую ступицу не наденется, высадка достаточно уплотненная. В принципе на различных моторах натяг в этом сопряжении бывает различный, кое-где ступица и без нагрева нормально зайдет. Если на прохладную идет совершенно просто, ступицу лучше поменять: от проворота ее страхует конкретно натяг, а не шпонка. Долгая езда с просаженным натягом чревата разбиванием шпоночного паза на колене.
Далее берем наш магический болт и набираем из шайб проставку с таковым расчетом, чтоб болт можно было свободно ввентить в носок на два-три витка. Ставим машинку на передачу, чтоб зафиксировать коленвал, смазываем шайбы и резьбу болта трансмиссионкой и начинаем закручивать. Лицезреем, как ступица потихоньку движется в подходящем направлении. Через некое время болт заходит до упора — выкручиваем его назад и добавляем шайб, чтоб опять получить два-три заходных витка. Опять крутим и так дальше до победного конца.
Остается лишь завернуть заместо магического болта аутентичный болт храповика (под ключ на 46 либо на 41, различные бывают), не забыв зубчатую шайбу.
ЗЫ: На шпонке по идее обязана быть резиновая насадка, не дающая маслу течь через шпоночный паз. Если у вас ее нет, имеет смысл перед установкой промазать оба паза (на носке и на ступице) герметиком.
ЗЗЫ: Таковым же макаром, лишь через дистанционную втулку, можно напрессовать и приводную шестерню распредвала.
Источник: www.drive2.com
ВВЕДЕНИЕ
Увеличение свойства ремонта машин при одновременном понижении его себестоимости – основная неувязка ремонтного производства. В структуре себестоимости серьезного ремонта машин 60…70% издержек приходится на покупку запасных частей, которые даже в критериях рынка остаются дефицитными при росте цен. Главный путь понижения себестоимости ремонта машин – восстановление, повторное внедрение изношенных деталей, потому что себестоимость восстановления большинства деталей, обычно, не превосходит 20…60% цены новейшей детали. Не считая того, восстановление деталей – один из главных путей экономии вещественно – сырьевых и энергетических ресурсов, решение экологических заморочек, потому что издержки энергии, металлов и остальных материалов в 25…30 раз меньше, чем издержки при изготовлении новейших деталей.
В процессе восстановления детали можно не только лишь понизить себестоимость ремонта машин, да и в почти всех вариантах повысить его свойство, потому что почти все из методов существенно упрочняют восстановленные поверхности, увеличивают их износостойкость.
КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКИЙ АНАЛИЗ ВОССТАНАВЛИВАЕМОЙ ДЕТАЛИ.
Предназначение ступицы шкива коленчатого вала и анализ технологического процесса ее производства
Набросок 1 Эскиз ступицы шкива коленчатого вала.
Деталь создана для крепления шкива привода водяного насоса к колен валу и передачи ему вращающего момента.
Деталь изготавливают из стали 45, заготовку получают из цельнотянутых труб. Внешний поперечник втулок обрабатывают по 2-му классу точности с высадкой к6, n6 либо х8,u8,s8 внутренние поверхности по 2-3-му классу точности. У втулок, торцевая поверхность которых несет осевые перегрузки, допускается неперпендикулярность торца оси втулки не наиболее 0,02-0,03 мм.
Ступица шкива коленчатого вала заходит в группу «полые цилиндры». Общие операции для производства детали (по Демьяненко):
Предварительная и чистовая обработка внешной и внутренней поверхности и торцов с одной , а потом со 2-ой стороны.
Сверление крепежных отверствий. Нарезание резьбы.
Окончательная обработка внутренней, а потом внешной поверхности
Доводка четких размеров.
Технологический процесс механической обработки втулок почти во всем зависит от серийности производства. Как было сказано, главными (конструкторскими) базами втулок являются поверхности центрирующего пояска и торцы втулок. Из курса основ технологии машиностроения понятно, что в качестве технологических баз при обработке заготовки целенаправлено выбирать главные базы детали. Остальные поверхности для технологических баз рекомендуется выбирать тогда, когда главные по различным причинам не могут быть технологическими базами (трудность установки и закрепления, малые габариты и т. п.). Исходя из этого, на первых операциях обрабатывают главные базы с тем, чтоб на следующих операциях их употреблять в качестве технологических баз. На первой операции в качестве технологических баз употребляют внешную цилиндрическую поверхность и торец огромного фланца. На данной нам операции обрабатываются посадочная поверхность цилиндрического пояска, два торца и выточки. Потом на базе этих обработанных поверхностей обрабатывают цилиндрическую поверхность, торец и фаски огромного фланца.
В крупносерийном производстве для операции точения употребляются многошпиндельные вертикальные токарные полуавтоматы 1К282 и 1К284. На одном таком станке могут быть осуществлены полная токарная обработка всех поверхностей (с 2-мя загрузочными позициями и перестановкой заготовки опосля ее обработки с одной стороны) и сверление крепежных отверстий.
Обработка отверстий быть может произведена на вертикально-сверлильном станке с применением многошпиндельных головок, также на агрегатно-сверлильном станке.
Токарная обработка быть может произведена и на токарных станках 16К20 и др.
В серийном производстве токарная обработка осуществляется на токарных станках 16К20 и станках 16К20ФЗ, РТ725ФЗсЧПУ.
Обработка крепежных отверстий ступицы делается на вертикально- сверлильном, радиально- сверлильном станках в
приспособлениях (инструмент направляется средством втулок), на вертикально – сверлильном станке 2Р118Ф2 и 2Р135Ф2 с ЧПУ с револьверной головкой на 6 инструментов, также на фрезерно-сверлильном станке 6Р13РФЗ с револьверной головкой на 5 инструментов.
а) Измерительный инструмент – микрометр МК25 ГОСТ 6507-68, штангенциркуль ШЦ-II.
б) Оборудование – стол контролёра.
Анализ условия работы ступицы шкива коленчатого вала, видов и действий ее изнашивания

Ступица шкива коленчатого вала в сборе имеет последующие сопряжения: ступица – коленвал , за счёт шпоночного соединения; и конкретно шкив- ступица за счет болтового соединения. Основная перегрузка приходится на шпоночные соединения, что приводит к повышению шпоночного паза в коленвале и крепежные отверствия под шкив.
Поверхность под сальник работает в критериях жидкостного трения, имеет пространство гидроабразивное изнашивание. Величина износа для поверхности, работающей в соединении с резиновым либо войлочным сальником, имеет износ не наиболее 0,6 мм.
Анализ недостатка детали и вероятных технологических методов восстановления
В нашем случае (по заданию) деталь имеет недостаток, а конкретно износ поверхности, работающей в соединении с резиновыми либо войлочными сальниками. Данный износ можно вернуть последующими методами:
1) Плазменная наплавка (hНАП=0,2…5мм)
2) Наплавка в среде углекислого газа (hНАП=0,5…3мм)
3) Вибродуговая наплавка (hНАП=0,3…3мм)
4) Электроконтактная приварка ленты (hНАП=0,3…1,5мм)
Выбор технологических баз для обработки
ступица шкив деталь недостаток
Точность при механической обработке при восстановлении детали зависит от правильного выбора технологических баз. В качестве технологических баз употребляют поверхности, которые в процессе использования не изнашиваются. За технологическую базу принимаю внешную цилиндрическую поверхность поперечником 94 мм (набросок 1.1), потому что за технологические базы принимают главные вспомогательные поверхности, которые сохранились и не подлежат восстановлению.
Разработка ремонтного чертежа детали
В нашем случае на ремонтном чертеже сплошной толстой (главный) линией обозначают поверхности, подлежащие восстановлению. Технические требования излагаются на поле ремонтного чертежа над главный надписью, группируя вкупе однородные и близкие по собственному нраву требования, в каких отражены допускаемые отличия размеров и шероховатости от номинальных, данные о разбросе твердости, наличии пор, раковин, отслоений, прочности сцепления нанесенного слоя и др. Таблица изъянов размещена в левом нижнем углу поля ремонтного чертежа, в какой указываются: номера и наименование изъянов, коэффициенты их повторяемости от общего числа деталей, поступивших на дефектацию и от общего числа ремонтопригодных деталей, главный и допускаемые методы устранения изъянов. Под таблицей изъянов указываются условия и недостатки, при которых деталь не принимается на восстановление.
Источник: studbooks.net
Клуб УАЗ Патриот
Форум всероссийского клуба хозяев УАЗ Патриот

- Темы без ответов
- Активные темы
- Поиск
- Наша команда
Ступица шкива коленвала

Ступица шкива коленвала
Сообщение Pavlus » Пт июн 28, 2013 12:17
Re: Ступица шкива коленвала
Сообщение Родос М » Пт июн 28, 2013 13:01
Бывает.
Кувалдометр нужно поточнее прицеливать и на ступицу прокладывать толстую железную пластинку.
Под руками не считая кувалдометра ничего не было, потому ступицу со шкивом не разъединял, а стучал через отрезок трубы . больше часа.
Вариантов два:
– Если будешь брать в магазине, то
буквально попал на набор.
– Если отыщешь токарный станок где можно будет проточить ступицу, поправив центровку шкива на ступице, для чего же можно мало (на 2-3 мм) углубить проточку, то
не попал.
Можно поправить высадку ратфилем, если есть рабочие способности слесаря-лекальщика 4-5 разряда.
Напрессовывать ступицу на коленчатый вал нужно прессованием, используя для этого длиннющий болт (150-180 мм) имеющий резьбу штатного болта, на который по мере запрессовки ступицы одевать шайбы, гайки и т.д.
Re: Ступица шкива коленвала
Сообщение Pavlus » Пт июн 28, 2013 13:04
Бывает.
Кувалдометр нужно прицеливать и на ступицу прокладывать толстую железную пластинку.
Если будешь брать в магазине, то
буквально попал на набор.
А если отыщешь токарный станок где можно будет проточить ступицу поправив центровку шкива на ступице для чего же можно мало углубить проточку, то
не попал.
Можно поправить высадку ратфилем, если есть рабочие способности слесаря-лекальщика 4-5 разряда.
Напрессовывать ступицу на коленчатый вал нужно прессованием, используя для этого длиннющий болт (150-180 мм) имеющий резьбу штатного болта, на который по мере запрессовки ступицы одевать шайбы, гайки и т.д.
Сообщение ZzzzZ » Пт июн 28, 2013 14:08
Сообщение Pavlus » Пт июн 28, 2013 14:20
Re: Ступица шкива коленвала
Сообщение YUrAZoman » Пт июн 28, 2013 14:41
Re: Ступица шкива коленвала
Сообщение Pavlus » Пт июн 28, 2013 14:48
Сообщение ZzzzZ » Пт июн 28, 2013 15:02
Сообщение Pavlus » Пт июн 28, 2013 15:06
Сообщение Pavlus » Пн июл 01, 2013 06:52
Источник: uazpatriot.ru
Изучаем шкив коленвала, чтоб движок работал безупречно
Ни один вал в каре не может работать сам по для себя, ему необходимы элементы, передающие вращающий момент на остальные узлы сложного механизма, и шкив коленвала является одним из таковых звеньев в ряде почти всех передач. Как и со почти всеми иными деталями, с данной нам также необходимо уметь обращаться, впору снять, по мере необходимости поменять.
Где стоит шкив коленвала и как до него добраться?
Когда вы поднимаете крышку капота и бросаете взор на движок, демпферный шкив коленвала (равно как и обыденный) практически незаметен. Его прячет генератор, но заглянув вниз, туда, куда тянется ремень, можно узреть диск, плотно зафиксированный на валу ступицей. Это и есть разыскиваемая деталь. Шкивы бывают 2-ух видов, обыденные и с демпфером, при этом крайний вариант различается наличием наружного громоздкого кольца, отделенного от главный части резиновой прокладкой, для понижения вибрации детали. По наружной кромке демпфера нарезаны зубцы, нужные для работы датчика положения коленчатого вала.
Чтоб снять шкив, нужно для начала высвободить на генераторе стопорный болт, потом ослабить натяжной, с тем, чтоб слегка отпустить ремень и получить возможность его снять. Отсоединяем и бачок с антифризом. Также может мешать ремень гидроусилителя руля, потому в стороне от шкива находим и откручиваем болт на 14, создающий натяжение передачи ГУР, опосля чего же снимаем последнюю. Остается финишный шаг, отделяющий нас от фуррора, при этом самый непростой – открутить еще единственный болт, который и фиксирует шкив. Отыскать крепежный элемент можно, только заглянув под машинку под правым фронтальным колесом, и, если есть пневматический гайковерт, операция будет выполнена без усилий.




Почему тяжело снять зубчатый шкив коленчатого вала?
При отсутствии специального инструмента изъять болт, удерживающий зубчатый шкив коленчатого вала, очень проблематично, так как резьба нарезана так, что направление откручивания совпадает с вращающим моментом вала при работающем движке. Но конкретно в этом и заключается выход из положения. Пригодится всего только длиннющий ключ с головкой на 19 (можно нарастить обрезком трубы), который упирается в землю против вращения вала. Исполняем маленькие предварительные работы – под фронтальные колеса подкладываем клинья, а на катушке зажигания отсоединяем разъем. Для чего? Для использования стартера в качестве механического усилия, прилагаемого к болту.
Итак, мы сделали все, чтоб кар случаем не завелся и не стронулся с места, сейчас всех присутствующих просим отступить подальше, а сами забираемся в кабину (не оставляйте ноги высунутыми наружу) и резко, но краткосрочно, поворачиваем ключ зажигания на старт. При неудачной попытке не отчаиваемся и повторяем. Обычно со второго раза, пореже с 5-6 подхода, болт проворачивается. Сейчас можно приступать к последующему мероприятию – сниманию ступицы шкива с вала, беря во внимание, что посиживает она плотно и удерживается шпонкой. Когда пригодится затянуть болт назад, для вас необходимо или приложить много усилий к его затягиванию, или все-же найдите к тому времени пневмогайковерт.




Даже если болт шкива коленвала снят, впереди много работы
Итак, для вас удалось, в конце концов, при помощи стартера либо пневматического инструмента, снять упорный болт шкива коленвала. Но это не означает, что уже через секунду подходящая деталь окажется у вас в руках. Дело в том, что ступица посиживает на вале весьма плотно, не считая того, от случайного соскальзывания ее держит шпонка. Безупречный вариант – употреблять особый съемник, можно даже самый дешевенький, китайского производства, лапки этого инструмента освободят вас от внедрения излишних усилий и растраты времени. Как вариант, впрыскивается аэрозольная смазка, к примеру, WD-40, опосля чего же ступица шкива коленчатого вала аккуратненько раскачивается с тягой на себя.
Снимать шкив нужно аккуратненько, чтоб не разрушить шпоночный паз, по другому деталь будет посиживать неплотно, что приведет к скорому износу ступицы.
Очередной метод, почаще всего используемый водителями – снять шкив, поддевая его по окружности монтажкой. Если рядовая авто очень велика, используйте мотоциклетные каленые инструменты, Г-образной формы. В любом случае операция востребует много сил, потому лучше, чтоб у вас был ассистент. Надевать новейший шкив лучше, намазав чем-нибудь вязким, к примеру солидолом, пространство высадки шпонки (ее слегка наклоняем в сторону надвигаемой ступицы), потом обстукиваем шкив молотком через мягенькую прокладку из узкой резины.




Источник: carnovato.ru
Шкив коленчатого вала и его предназначение
 Шкив коленвала в системе мотора
Шкив коленвала в системе мотора
Хоть какой современный движок внутреннего сгорания имеет доп оборудование: генераторы, насосы, компрессоры, помпа системы остывания. Для работы всех этих устройств нужно передать вращающий момент от коленчатого вала к оборудованию мотора. Для этого производители каров употребляют ременные передачи. Со стороны носка коленчатого вала (с фронтальной части мотора) устанавливается шкив либо несколько шкивов. На блоке мотора крепятся ответные шкивы узлов и агрегатов мотора, вращение которых обеспечивается ременной передачей. К коленчатому валу шкив крепится при помощи шпоночного соединения, фиксируется болтом либо гайкой.
Конструктивно шкив — это плоское колесо с особым каналом на торцевой поверхности, куда укладывается ремень. При условии достаточной натяжки ремень заходит в зацепление со шкивом, и ременная передача начинает работать. Делаются подобные шкивы из стали, алюминия, чугуна.
 Шкив коленчатого вала движков Субару
Шкив коленчатого вала движков Субару
Виды и индивидуальности шкивов
Шкивы различаются по форме сечения, количеством «ручьев» на нем. Разглядим главные модели шкивов.
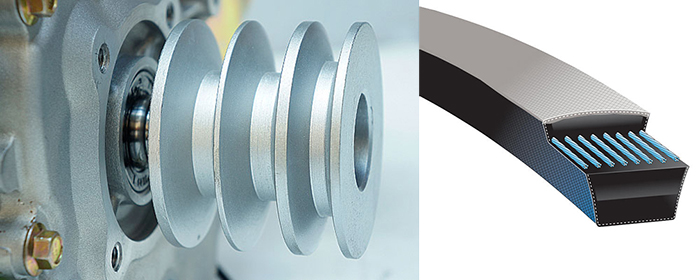
- Шкив под клиновый ремень. Рабочая поверхность такового шкива имеет обычную форму глубочайшей канавки с плоскими поверхностями, которая повторяет форму ремня. Схожий шкив может иметь два и наиболее рабочих ручьев, другими словами несколько шкивов могут быть объединены в один;
- Шкив под поликлиновый ремень. На одной плоской поверхности такового шкива размещено несколько маленьких ручейков — ребер в ряд. Такое сечение повторяется и на ремне. Эффективность таковых передач выше, потому что плоскость контакта рабочих поверхностей больше;
- Шкив под зубчатый ремень. Таковой шкив имеет поперечный зуб, схожий на зубья шестерни. Такое же сечение имеет и ремень. В работе зубья ремня входят в зацепление со шкивом, передача работает;
- Шкив коленчатого вала с демпфером. Вращающий момент, скажем при пуске мотора либо торможении движком, может резко возрастать либо падать. Чтоб понизить импульсные перегрузки на шкив коленвала, используют шкивы с гасителем. Механизм работы в последующем: меж основанием и рабочей частью шкива предусмотрена демпфирующая вставка, твердость которой дозволяет работать ременной передаче и компенсирует резкие импульсы коленчатого вала.
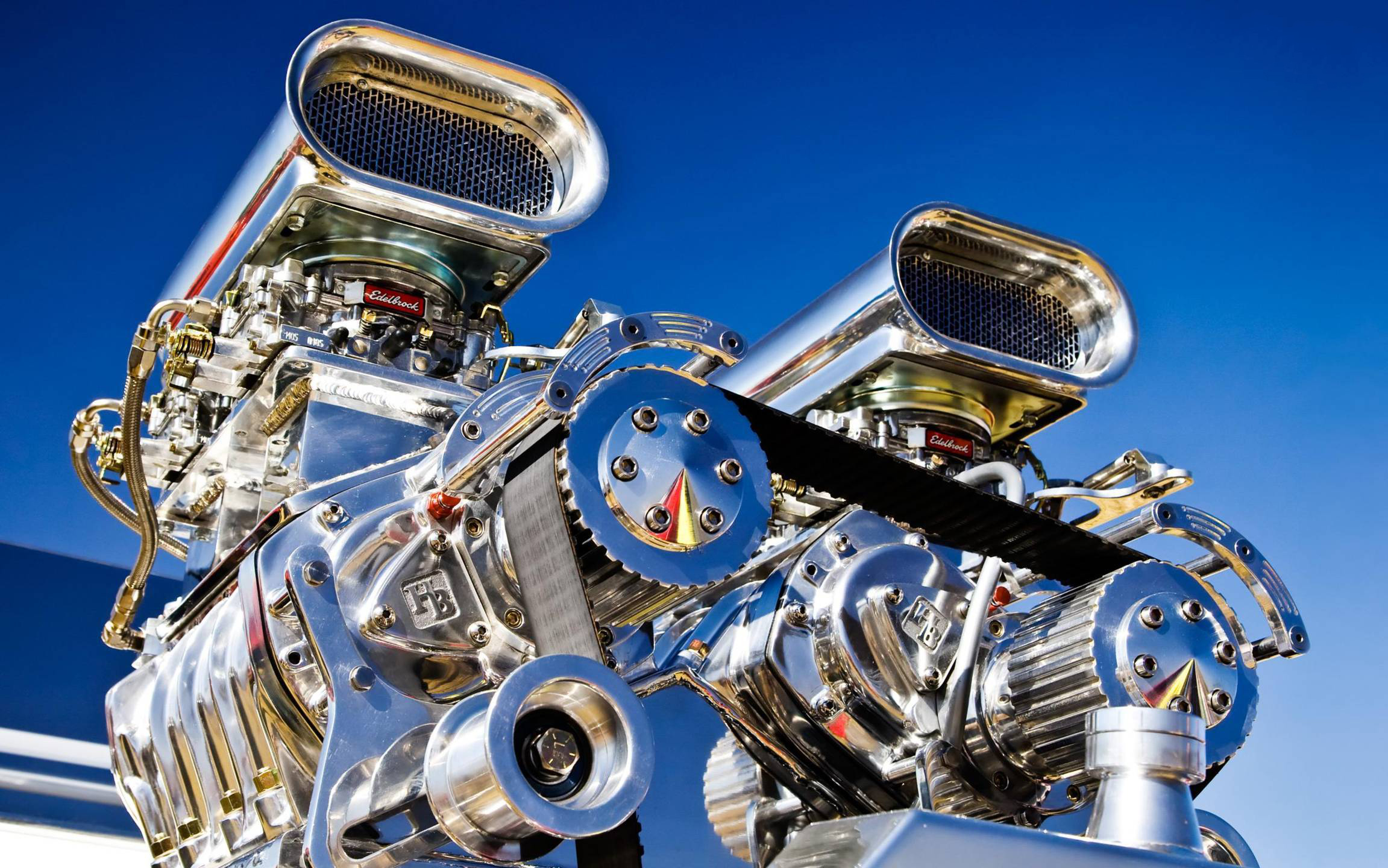
 «Тройной» шкив коленчатого вала и сечение клинового ремня
«Тройной» шкив коленчатого вала и сечение клинового ремня Поликлиновый ремень
Поликлиновый ремень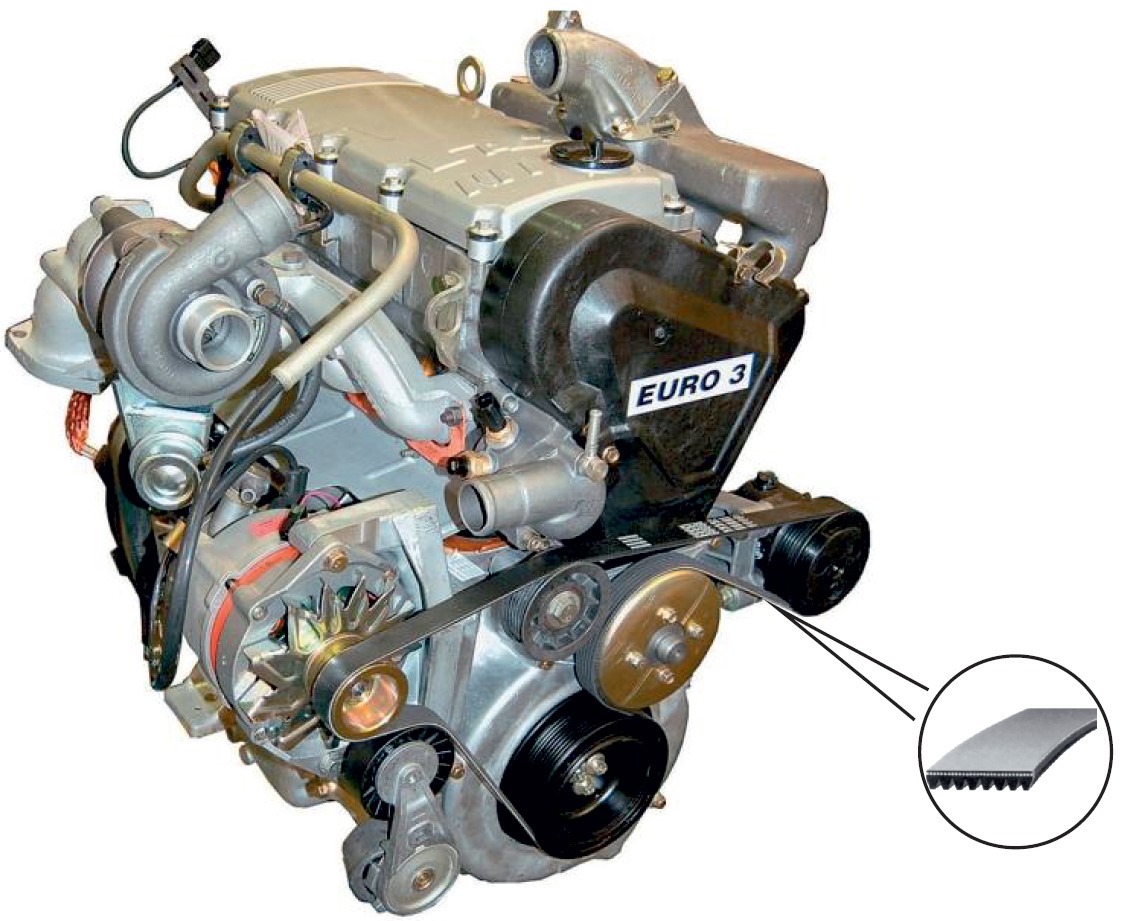 Движок с поликлиновой ременной передачей
Движок с поликлиновой ременной передачей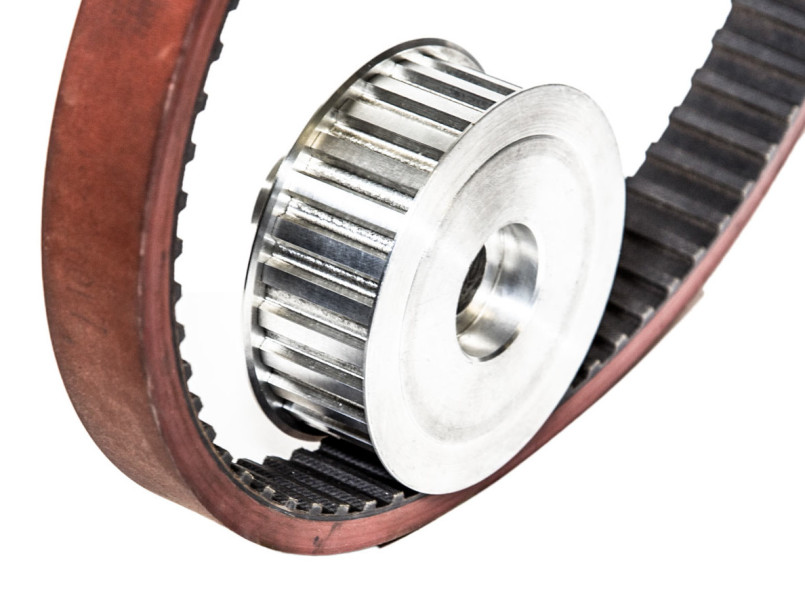 Зубчатый шкив с ремнем
Зубчатый шкив с ремнем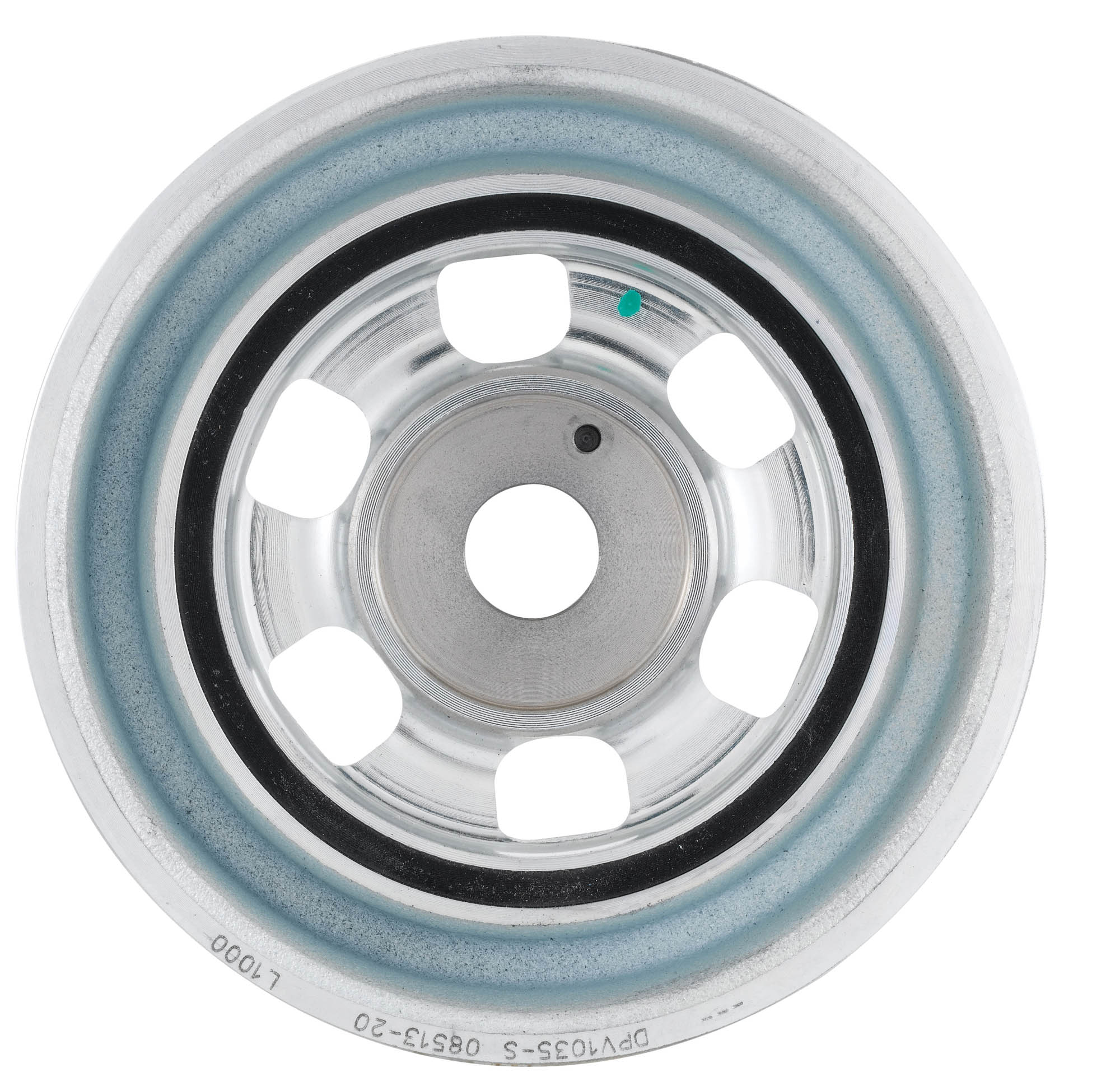 Шкив коленвала с демпфером
Шкив коленвала с демпфером
Неисправности шкивов и проверка их состояния
Шкив и ременные передачи работают за счет силы трения меж контактными поверхностями, потому всераспространенная причина для подмены шкива — выработка рабочей плоскости. От динамических нагрузок сплав шкивов трескается, скалывается.
Еще одна обычная болезнь для таковых деталей — это люфты шпонки в шпоночном пазе коленчатого вала. Причина этому износ плоскостей высадки шкива с валом. Крепеж шкива с таковой неисправностью от вибраций равномерно откручивается, больше увеличивая свободный ход.
Долгая работа коленвала с «люфтящим» шкивом приведет к выработке и повреждению самого шпоночного паза, откручиванию шкива коленвала. Дальше весь узел проворачивает на посадочном месте, разрушая шпоночное соединение, корпус шкива и сам коленчатый вал. Если на вашем моторе сорвало шкив коленвала, высока возможность что весь коленчатый вал подлежит подмене.
 Очень покоробленный шкив коленвала
Очень покоробленный шкив коленвала
Для того чтоб найти состояние шкива коленчатого вала, нужно:
- снять ремни шкива, оглядеть его кромки и корпус на предмет повреждения трещинок, износа;
- пошатать шкив, при наличии критических люфтов узел нужно разобрать, оглядеть на предмет выработки и повреждений;
- обычно в инструкциях по ремонту есть размеры допустимого износа деталей, расстояния до ближайших узлов мотора. Проверка таковых размеров поможет найти пригодность шкивов к предстоящей эксплуатации.
Как снять шкив коленвала: подмена шкива
Подмена шкива коленвала — операция легкая. Довольно изучить конструктивные индивидуальности вашего мотора, приготовить все нужное.
Разглядим подмену шкива коленчатого вала, на примере кара Renault kangoo. Для выполнения подобного ремонта нужно обездвижить кар, установить его на домкратах.
- Кар имеет поперченное размещение мотора, для доступа к креплению шкива снимаем левое колесо;
- Потому что деталь в работе вращается, нужно зафиксировать шкив. Для этого применяем особые фиксаторы. В случае с движками Renault в блоке цилиндров есть особое отверстие (закрыто болтом), куда вставляется фиксатор BMT Mot. 1489 в форме штифта с резьбой. Он фиксирует коленчатый вал;
- Чтоб заблокировать вращение мотора нужно:
- вывернуть болт;
- установить фиксирующий штифт.
- Потом устанавливаем коленчатый вал в ремонтное положение, провернув его по часовой стрелке до упора в штифт;
- Ослабляем и снимаем ремень генератора;
- Потом откручиваем крепеж шкива к носку вала и снимаем сам шкив. У почти всех возникает вопросец: как открутить болт шкива коленвала? От неизменного вращения резьба болта очень утягивается, из-за этого неопытные автовладельцы считают, что направление резьбы левое. Но болт шкива коленвала имеет обыденную правую резьбу и откручивается против часовой стрелки;
- Устанавливаем новейший шкив, закручивание болта шкива нужно выполнить с контролем момента затяжки динамометрическим ключом (0,8 Н.м);
- Убрать фиксатор коленчатого вала, установить болт-заглушку;
- Собирать демонтированные узлы и детали в порядке, оборотном разборке.
 Подмена шкива коленвала
Подмена шкива коленвала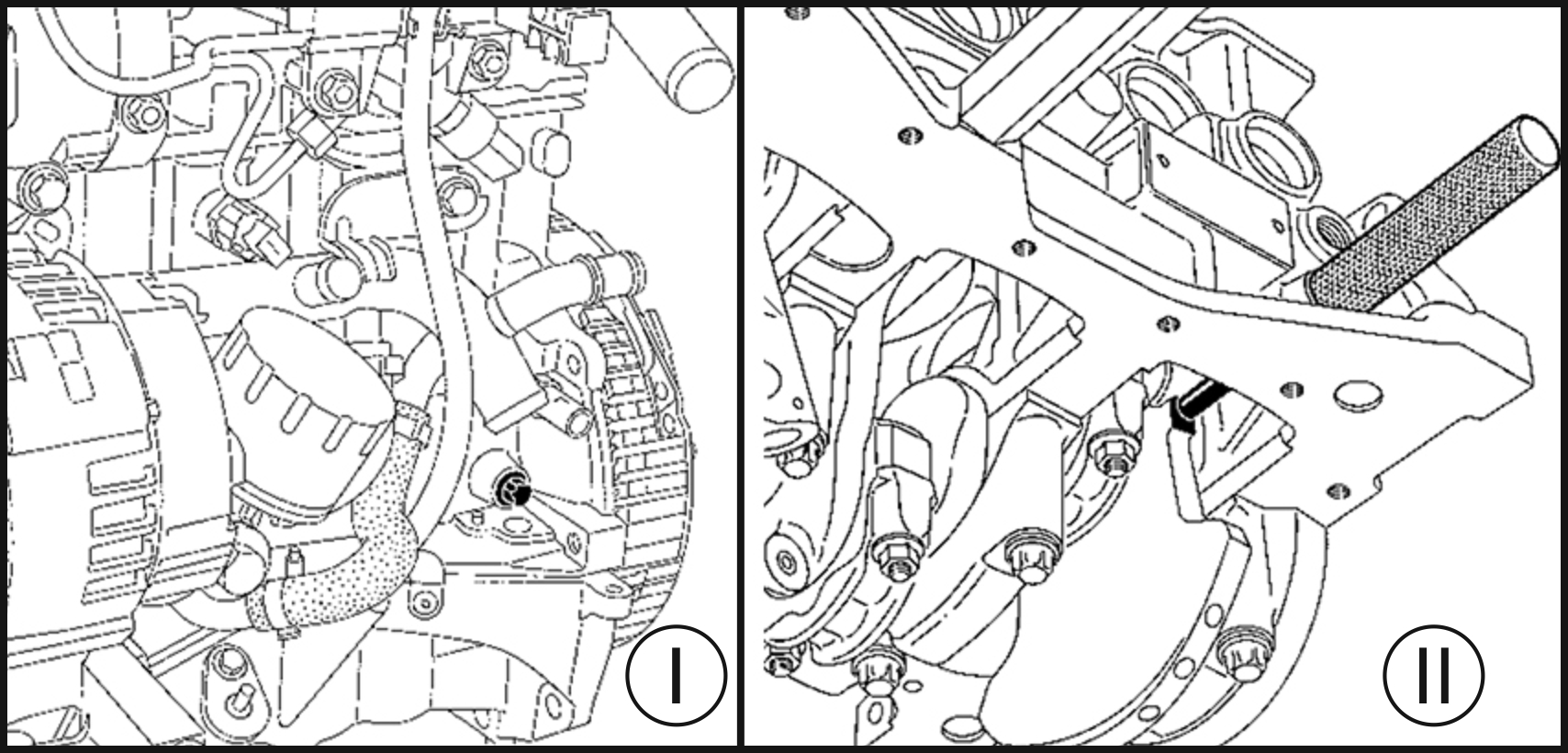 Установка фиксатора коленвала BMT Mot. 1489
Установка фиксатора коленвала BMT Mot. 1489 Фиксаторы Рено
Фиксаторы Рено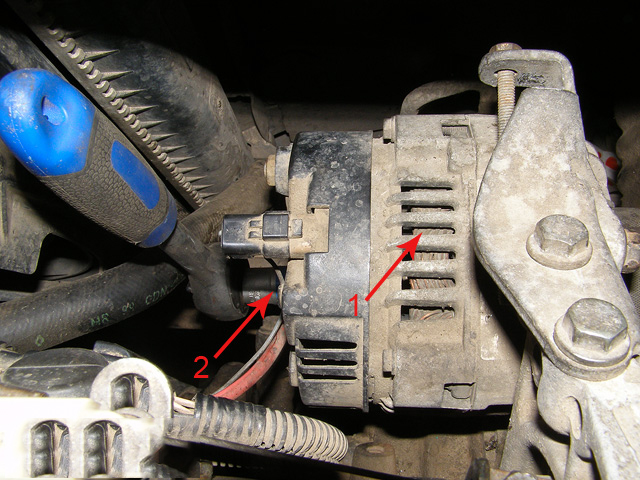 1 — генератор, 2 — ключ с трещоткой
1 — генератор, 2 — ключ с трещоткой Старенькый шкив
Старенькый шкив Новейший шкив
Новейший шкив Закручичаем шкив
Закручичаем шкив
Такие детали, как шкив коленвала, служат относительно длительно. Ресурс зависит от модели мотора и критерий эксплуатации (в среднем, 60-70 тыс. км.) Надзирать же состояние шкива коленвала следует при любом плановом ТО мотора.
Источник: auto-gl.ru
Клуб УАЗ Патриот
Форум всероссийского клуба хозяев УАЗ Патриот
- Темы без ответов
- Активные темы
- Поиск
- Наша команда
Ступица шкива коленвала
Ступица шкива коленвала
Сообщение Pavlus » Пт июн 28, 2013 12:17
Re: Ступица шкива коленвала
Сообщение Родос М » Пт июн 28, 2013 13:01
Бывает.
Кувалдометр нужно поточнее прицеливать и на ступицу прокладывать толстую железную пластинку.
Под руками не считая кувалдометра ничего не было, потому ступицу со шкивом не разъединял, а стучал через отрезок трубы . больше часа.
Вариантов два:
– Если будешь брать в магазине, то
буквально попал на набор.
– Если отыщешь токарный станок где можно будет проточить ступицу, поправив центровку шкива на ступице, для чего же можно мало (на 2-3 мм) углубить проточку, то
не попал.
Можно поправить высадку ратфилем, если есть рабочие способности слесаря-лекальщика 4-5 разряда.
Напрессовывать ступицу на коленчатый вал нужно прессованием, используя для этого длиннющий болт (150-180 мм) имеющий резьбу штатного болта, на который по мере запрессовки ступицы одевать шайбы, гайки и т.д.
Re: Ступица шкива коленвала
Сообщение Pavlus » Пт июн 28, 2013 13:04
Бывает.
Кувалдометр нужно прицеливать и на ступицу прокладывать толстую железную пластинку.
Если будешь брать в магазине, то
буквально попал на набор.
А если отыщешь токарный станок где можно будет проточить ступицу поправив центровку шкива на ступице для чего же можно мало углубить проточку, то
не попал.
Можно поправить высадку ратфилем, если есть рабочие способности слесаря-лекальщика 4-5 разряда.
Напрессовывать ступицу на коленчатый вал нужно прессованием, используя для этого длиннющий болт (150-180 мм) имеющий резьбу штатного болта, на который по мере запрессовки ступицы одевать шайбы, гайки и т.д.
Сообщение ZzzzZ » Пт июн 28, 2013 14:08
Сообщение Pavlus » Пт июн 28, 2013 14:20
Re: Ступица шкива коленвала
Сообщение YUrAZoman » Пт июн 28, 2013 14:41
Re: Ступица шкива коленвала
Сообщение Pavlus » Пт июн 28, 2013 14:48
Сообщение ZzzzZ » Пт июн 28, 2013 15:02
Сообщение Pavlus » Пт июн 28, 2013 15:06
Сообщение Pavlus » Пн июл 01, 2013 06:52
Источник: uazpatriot.ru