Токарные приспособы своими руками
Доп оборудование и приспособления для токарного станка
Как оказалось для производства разных деталей не достаточного лишь токарного станка, а нужны различные приспособы и доп оборудование.
Приспособления для токарных станков предусмотрены для закрепления инструмента на станке либо заготовки.

Разновидности приспособлений для станка
Есть разные разновидности приспособлений для токарного станка. Приспособления для токарных станков выполняются в широком ассортименте. Это даёт возможность подобрать мастеру более наилучший вариант в согласовании с поставленной задачей.
Виброопоры
Виброопоры (они же виброизоляторы) предусмотрены для активной либо пассивной виброизоляции различных типов станков: малых, средних либо огромных. Применение виброопор поможет прирастить свойство обработки деталей.
Центры
Токарные центры используются для того, чтоб зафиксировать заготовку, которая имеет тело вращения на задней бабке токарного станка. Центр дозволяет обрабатывать детали с высочайшей скоростью и при наименьшем биении.

Патроны
Это приспособления для четкого закрепления заготовки на станке. Благодаря использованию токарных патронов, существенно возрастает функциональность самого станка, также возникает возможность обрабатывать трудно профильные детали. В главном употребляется, чтоб закрепить заготовки для проведения металлорежущих операций.

Кулачки
Токарные кулачки могут быть:
- Прямые — необходимы, чтоб зажимать заготовку с наружной стороны для вала.
- Оборотные — нужны для зажима заготовки лишь изнутри.
- Затратные — нужны для крепления длинноватых либо маленьких заготовок больших поперечников.

Обычно, токарные кулачки делаются из цветных металлов и стали без термообработки.
Кулачковые патроны
Специализируются для зажима прямоугольных и цилиндрических заготовок.
- Двухкулачковые — нужны для закрепления сложных заготовок с фасонной деталью. Двухкулачковые приспособления могут закреплять в сменных губках разные поверхности.
- Трёхкулачковые — одни из самых распространённых патронов. Они инсталлируются фактически на любые токарные станки. В свою очередь, делятся на три типа:
- Спиральные.
- Реечные.
- Эксцентриковые.

Трёхкулачковые патроны оснащаются особым приводом. Особенное обширное распространение получили трёхкулачковые патроны с пневматическим приводом. Еще существует и гидропривод, но изредка употребляется.
- Четырёхкулачковые — используются для зажима некруглых и несимметричных заготовок. Кулачки регулируются без помощи других и их нужно устанавливать так, чтоб их ось совпадала с осью шпинделя. Эти патроны используются в главном в ремонтных цехах.
Доп детали
Кроме главных приспособлений для токарного станка, также стоит направить внимание и на доп детали, которые тоже могут быть нужны мастеру.
Люнеты
Доп оборудование, которое является главной опорой при обработке на токарном станке. Почаще всего необходимы, чтоб не разрушить заготовку и инструмент, также, чтоб не получить травмы, вызванные биением из-за больших оборотов станка.

Люнеты бывают с опорой качения (роликовые) и скольжения (кулачковые). Ботинки — особые люнеты для шлифования колец подшипников.
Резцедержатели
Резцедержатель применяется для закрепления режущего инструмента. Он еще упрощает работу и дозволяет как можно больше расточить отверстия.

- Горизонтальные (вдоль шпинделя).
- Вертикальные (под прямым углом к шпинделю).
- Механические.
- Электромеханические.
- Гидравлические.
- С сервоприводом.
- Двухпозиционные — разрешают зафиксировать двое резцов.
- Четырёхпозиционные — разрешают зафиксировать сходу четыре резца на станке.
- Средством клинового блока.
- VDI.
- ВМТ – закрепление в отверстии на удаленном поперечнике диска.
- Обыкновенные — владеют специальной прокладкой сферической формы, которая дозволяет стремительно поменять резец на нужный. Минус — крепление лишь на один болт. Необходимо повсевременно инспектировать степень закрепления болта и по мере необходимости, закручивать болт до конца.
- Поворотные — разрешают поставить сходу четыре резца. Очень эффективен при обработке деталей сложных геометрических форм. Также есть поворотные резцедержатели, которые несут внутри себя сходу 12 резцов.
- Быстросменные — необходимы для малых временных утрат при подмене резцов.
- Всепригодные переходники — разрешают установить огромные инструменты.
Револьверная головка
Представляет собой поворотный узел станка, в который вставляются несколько инструментов. Обычно, в револьверной головке есть индексирующий механизм, который производит точную фиксацию всякого установленного инструмента при повороте.

Поворот револьверной головки и её фиксация могут выполняться как автоматом, так и вручную. Сразу с поворотом, изменяются скорости головного движения и подачи.
Конусная линейка
Конусная линейка устанавливается на каретке и создана для обработки конических поверхностей. На каретке станка установлен особый кронштейн, который с помощью направляющих в виде ласточкина хвоста соединен с данной линейкой. Линейку можно поворачивать вокруг пальца под нужным углом к оси обрабатываемой детали. Для закрепления линейки употребляются два болта.


Как подобрать необходимое оборудование?
Поначалу нужно разобраться, для каких целей необходимо оборудование. Подбор оборудования должен происходить лишь опосля исследования всех плюсов и минусов оборудования.
В паспорте к оборудованию постоянно есть указания на свойства, также особенные требования по эксплуатации. Несоблюдение требований может привести к травмам персонала либо порче заготовок.
Правила использования оправок
Существует перечень правил для использования токарных оправок:
- Точность посадочного отверстия обязана быть не ниже седьмого квалитета, а чистота поверхности не ужаснее Ra 1,0.
- Располагать инструмент нужно по оси центров станка.
- Поверхность контакта токарной оправки обязана быть наибольшей.
- Чтоб не было деформаций и отжима инструмента в процессе резания, твёрдость материала цанги держателя не обязана быть наименее 44 HRС.
- Чем больше вылет оправки, тем надежнее нужно закреплять. Категорически запрещено укреплять длинноватые оправки при помощи поджатия винтов к цилиндрической либо иной поверхности. Для установки длинномерных оправок, нужно применять доп оборудование.
Источник: vseostankah.com
Приспособления для токарного станка по сплаву

Многофункциональные способности токарного станка почти во всем определяются применением особых приспособлений. С помощью их можно делать доп операции (фрезерование, шлифовка, вырезка резьб и т. д.), упростить выполнение работ либо обеспечить фиксацию деталей со сложной конфигурацией.
Приспособления для фиксации заготовок
Для крепления заготовок употребляются всепригодные приспособления – центры, втулки и оправки. Центры используются для деталей длиной наиболее 3-х метров с базисными поверхностями в форме центровых отверстий. Зависимо от конструкции они разделяются на крутящиеся и недвижные, инсталлируются в пиноли фронтальной и задней бабки. Угол конуса фронтального центра зависит от типа работ. Для обыденных операций он равен 60°, для томных работ – 90°. Материалом является инструментальная сталь с твердостью HRC 55-58.
Есть разные варианты конструкции центров для выполнения особых операций:
- Рифленые центры для обработки пустотелых заготовок.
- Центры с выточкой. Используются для подрезки торца.
- Подпружиненные либо «плавающие центры – для четкой установки деталей по торцу.

На рисунке выше представлены конструкции центров: а – обычный; б – рифленый; в – с выточкой, г – крутящийся для заготовок с центровыми ложбинками; д – крутящийся для заготовок с коническими концами.
В этом случае, если деталь не быть может зафиксирована в патроне, к примеру из-за неверной геометрической формы, употребляется особое приспособление для закрепления заготовок на станках – планшайба. Это тонкий диск с круговыми либо концентрическими пазами, который крепится к шпинделю станка через фланец. Пазы могут иметь Т-образную либо фигурную форму в поперечном сечении. Заготовка центрируется и фиксируется на планшайбы при помощи сменных прихватов и наладок.
Для точения неких заготовок с внутренними сквозными отверстиями применяется фиксация при помощи оправки. Данные приспособления разделяются на центровые и шпиндельные. В свою очередь центровые разделяются на цельные и разжимные.

На рисунке выше показаны оправки в разрезе: а – центровые; б – шпиндельная; 1 – стержень; 2 – заготовка; 3 – разрезной элемент; 4 – гайка.
Доп опоры
При обработке заготовок большенный длины и малого поперечника, для обеспечения надежной фиксации применятся доп опоры – люнеты. Они нужны для увеличения жесткости обрабатываемых заготовок. Зависимо от конструкции люнеты могут быть:
- подвижными;
- недвижными;
- модернизированными с самоустанавливающейся муфтой;
- самоцентрирующимися, с встроенными в кулачки подшипниками.
Недвижные приспособления используются для обработки заготовок валов, длина которых превосходит 10 поперечников изделия. Перед установкой люнета нужно закрепит заготовку в центрах и проточить шею под кулачки. Сам люнет состоит из металлического корпуса с откидной крышкой для облегчения фиксации заготовки. Корпус крепится к станине планкой и болтом. Кулачки передвигаются при помощи регулирующих винтов, для их фиксации в подходящем положении употребляются особые винты. В неких системах заместо кулачков употребляются ролики для понижения силы трения.
Подвижные люнеты инсталлируются конкретно на каретку суппорта. Данное приспособления также употребляется для точения длинноватых валов, а именно для чистовой обработки, вырезки резьбы и остальных операций. Регулируемая кулачковая система дозволяет настроить люнет под размер вала.

Приспособления для фрезерования и шлифовки
В современной металлообработке обширно используются приспособления для фрезерования поверхности обрабатываемой детали. С его помощью можно создавать подборку пазов и канавок, контурную обработку и фрезерование плоскостей. На приспособление можно устанавливать торцевые и концевые фрезы для соответственных операций.
Особые шлифовальные приспособления используются при штучном и мелкосерийном производстве, когда экономически нецелесообразно получать особый станок для данной операции. Приспособление для шлифовки имеет свой электродвигатель который подключается к цепи токарного станка. Головка приспособления имеет свою станину, которая крепится заместо резцедержателя. Вращение осуществляется при помощи ременной передачи.

Применение разных приспособлений дозволяет применять весь потенциал токарного станка, является экономически оправданным исходя из убеждений уменьшения эксплуатационных расходов.
Анонсы
Доставка – в штатном режиме
Адресная доставка и до транспортной компании
Источник: mekkain.ru
Приспособления для токарного станка – как создать агрегат наиболее многофункциональным?
Различные приспособления для токарных станков, известные в истинное время, разрешают расширить многофункциональный потенциал таковых агрегатов и упростить выполнение неких работ на их.
1 Доборная оснастка – какой бывает и для чего нужна?
Все приспособления для токарных станков причисляют к одной из 3-х разновидностей. 1-ый вариант оснастки – особый, обеспечивает повышение эксплуатационных способностей оборудования, 2-ой применяется для фиксации инструмента, 3-ий употребляется для закрепления деталей, которые обрабатываются на агрегатах. Установка различных типов оснастки обеспечивает:
- уменьшение времени, требуемого на установка детали на токарное станочное оборудование, что гарантирует повышение производительности обработки железных изделий;
- увеличение точности металлообработки;
- возможность выполнения фрезерных операций;
- высококачественное крепление заготовок.

Оснастка для станков может выпускаться на заводах. Подобные приспособления обычно эксплуатируются на предприятиях. Малые конторы и личные юзеры часто употребляют самодельную оснастку. Огромное распространение посреди крайних получило фрезерное приспособление – особая приставка, которая дает возможность делать:
- подборку пазов и канавок;
- контурную обработку различных изделий;
- фрезерование плоскостей;
- обработку торцевыми и концевыми фрезами.

Отыскать чертежи таковой приставки нетрудно в вебе и в специализированных журнальчиках.
2 Кулачковые патроны – самые всераспространенные виды приспособлений
Патроны на токарные станки могут иметь 2–4 кулачка. Когда очень четкое центрование не требуется, рекомендуется использовать двухкулачковые патроны. В их, обычно, фиксируют маленькие детали, поковки и отливки. Почти всегда такие приспособления для токарных станков предусмотрены для фиксации деталей со строго определенными геометрическими параметрами.

Четырехкулачковые патроны употребляются при обработке случайных по конфигурации заготовок.
Кулачки в их можно без затруднений центрировать за счет того, что они располагают личным приводом. Если используются патроны с таковым “персональным” приводом, на станке можно обрабатывать несимметричные и прямоугольные детали. А вот самоцентрирующиеся приспособления с 4-мя кулачкам больше годятся для квадратных прутков.

Самое обширное распространение получили трехкулачковые патроны. Они обеспечивают высококачественные работы с большенными по сечению круглыми прутками, деталями шестигранной и круглой формы. Схожая оснастка для работ по сплаву характеризуется высочайшим усилием зажима и простой конструкцией, также обычной переналадкой для обработки заготовок с различными размерами. Кулачки могут быть сборными либо цельными. К “минусам” трехкулачковых патронов относят то, что они стремительно теряют точность при активной эксплуатации.
3 Крутящийся и упрямый центр – что это?
Описанные выше патроны употребляют для фиксации деталей, у каких соотношение длины и сечения составляет не наиболее 4 единиц. В других вариантах употребляются особые центры. Они дают возможность отлично создавать работы по сплаву. При всем этом принципиально держать в голове, что в центр (крутящийся или упрямый) заготовка быть может помещена лишь опосля ее зацентровки. Под такой соображают выполнение с торцов вала заготовки центровых отверстий. При их наличии деталь получает от шпинделя вращающий момент за счет внедрения хомутика и специального поводкового патрона.

Под патроном поводкового типа соображают маленький корпус, который устанавливается на шпиндель токарного агрегата. На торцевой части данного приспособления имеется запрессованный палец. Он посылает требуемый вращающий момент на хомутик. Крайний с помощью болта фиксируется на обрабатываемой детали.
Поводковый патрон не применяется, когда нужно выполнить обработку изделий, у каких центровое отверстие характеризуется относительно большенный величиной. В этом случае употребляется крутящийся центр особенного вида. У него рабочая часть имеет выраженную рифленую поверхность.

Если делается обработка заготовок с большенный шириной срезаемого слоя и процесс должен происходить на больших скоростях резания, на станок устанавливают крутящийся задний центр. А вот при работе с деталями, у каких оси вращения шпинделя и самих заготовок не совпадают, спецы рекомендуют эксплуатировать крутящийся центр с рабочей поверхностью в форме сферы (особая конусная оснастка).
Упрямый центр, отличающийся высочайшей долговечностью, делается с наконечником из твердосплавных материалов. Его установка вероятна только в пиноль задней бабки. Упрямые центры могут быть срезанными. В этом случае с помощью их подрезают концы детали.
4 Остальные виды оснастки для токарного оборудования
Револьверная головка существенно наращивает производительность агрегатов для выполнения работ по сплаву. Она быть может шестигранной либо круглой (по Госстандарту 3859–83). Круглая револьверная головка выпускается с 2-мя разновидностями центрирующих отверстий – с конусными и с цилиндрическими.

ГОСТ 3859 содержит общие советы по изготовлению оснастки для токарных агрегатов. Заказчик может обрисовать производителю, какая конкретно револьверная головка ему нужна и каких размеров. Иными словами, схожая оснастка выпускается персонально. Револьверная головка употребляется в сменных резцовых блоках. Она обеспечивает резвую и очень точную регулировку режущих инструментов. Револьверная оснастка может устанавливаться на станки с ЧПУ и на агрегаты всепригодного типа, которые имеют салазки крестовой формы.
Обработка тонких (в проф среде молвят – нежестких) валов осуществляется с помощью подвижных или недвижных люнетов для токарных станков. Недвижная оснастка устанавливается и фиксируется на направляющих агрегата, подвижная может устанавливаться на суппорте (а конкретно на его каретке). Люнеты подвижного вида числятся наиболее современными и действенными. Данные приспособления для токарных станков совершенно подступают для обтачивания (чистового) заготовок большенный длины.

Для обработки заготовок с поверхностями в виде конусов употребляется особая конусная линейка. Ее располагают параллельно конической образующей поверхности. При всем этом суппорт агрегата поворачивают на 90 градусов. Линейка располагает делениями для отсчета углов ее поворота. Деления бывают угловыми или миллиметровыми. На почти всех предприятиях конусная линейка эксплуатируется очень интенсивно (как и описанная выше револьверная головка), потому что она ординарна в применении.
Также существует и дальше обозначенная оснастка: шлифовальная головка для токарного станка, четырехпозиционные резцедержатели, планшайбы, картриджные держатели резцов, приспособления для выполнения отверстий и нарезания резьбы.
Источник: tutmet.ru
Метка: Приспособления для токарных станков
Приспособления для токарных станков по сплаву и дереву разрешают расширить технологические способности оборудования. Расширив функционал, увеличивается и прибыль компании, т.к. открываются способности по изготовлению новейшей номенклатуры изделий. Не считая того, технологическая оснастка увеличивает производительность обработки и сохранность токарей. При покупке оборудования стоимость доборной оснастки может составлять до 15% от цены станка. Приспособления в продаже можно повстречать как заводские, так и сделанные своими руками. 1-ые наиболее четкие, 2-ые — дешевле.

Виброопоры для токарных и шлифовальных станков
Применение виброопор ОВ повысит свойство обработки деталей Вибрации, возникающие при работе оборудования, влияют на свойство продукции, увеличивают износ узлов, оказывают разрушающее действие на материалы. Биения в особенности приметны при шлифовке. Защитой станет установка каждой единицы на виброопоры.

Патроны для токарного станка по дереву
Точение – специфичная ветвь деревообработки, её отличие заключается в работе с вращающейся заготовкой, приводимой в движение движком токарного станка. Подачу режущего инструмента (резец, фреза) мастер производит своими руками либо средством механического привода. Для надёжной фиксации.

Центры для токарных станков
Система токарных станков предугадывает внедрение определенной оснастки. Лишь при наличии нужного оснащения можно создать деталь с подходящими параметрами точности. При всем этом необходимо приобрести особое оснащение либо создать самодельный вариант выполнения. Необходимо отметить, что своими руками.

Поводковые патроны
При проведении операций выполняемых с помощью токарных станков для фиксации деталей и передачи вращательного движения от шпинделя употребляется поводковый патрон, который через хомутик крепится на детали болтом. Схема обработки заготовки Рис № 1. Схема обработки.

Цанговые патроны
Цанговый патрон – особое приспособление, применяемое для зажима инструмента при выполнении токарных, фрезерных, сверлильных и иных операций связанных с обработкой железных заготовок на основании технического задания (последовательности выполняемых операций, технологии обработки, прилагаемого эскиза изделия). Виды и принципы.

Кулачки для токарных патронов
Кулачки для токарных патронов изготавливают нескольких типов: прямые – служат для зажима заготовки с наружной (внешной) стороны для вала либо за внутреннюю поверхность в заготовке с отверстием; оборотные – служат для зажима заготовок с наружной.

Кулачковые токарные патроны
Кулачковые патроны предусмотрены для зажима заготовок цилиндрической, прямоугольной и фасонных форм. Закрепляются на шпинделе при помощи фланцев либо впрямую. По количеству кулачков бывают: двухкулачковыми; трехкулачковыми; четырехкулачковыми. Инсталлируются на разные типы токарных станков: токарно-винторезные, револьверные, карусельные.

Люнеты токарные для станков по сплаву и дереву
Люнет – приспособления для металлорежущих станков (токарных, шлифовальных, фрезерных), созданные для поддержки длинноватых заготовок во время обработки, длина которых наиболее 12-15 поперечников. Токарные люнеты разделяются на 2 типа: подвижные – инсталлируются на каретке суппорта и.

Резцедержатели для токарных станков по сплаву
Резцедержатель служит для закрепления резцов на суппорте токарного станка, и как следствие, он {перемещается} в поперечном и продольном направлениях относительного заготовки. Другое заглавие этого устройства — резцовая головка. Разделяются на двухпозиционные и четырехпозиционные, т.е. в.
Источник: stankiexpert.ru
Приспособление к токарному станку

Степень обточки в высочайшей степени обуславливается креплением детали на токарном станке. В продаже встречаются регулируемые губы с резиновыми фиксаторами, какие не оставляют следов на детали, но стоят они безрассудно много. Я пошевелил мозгами, что затратив умеренную сумму на материалы, сумею создать такие детали вручную из обрезка фанеры. Вся работа заняла около 3-х часов. И я безрассудно рад плодами собственной работы.
Я сделал губы под регулируемый четырёхкулачковый патрон, но приспособление можно адаптировать и к другому патрону. Они разрешают прикрепить чаши, кольца и тарелки различных размеров. Также губы могут задерживать детали необычной формы.

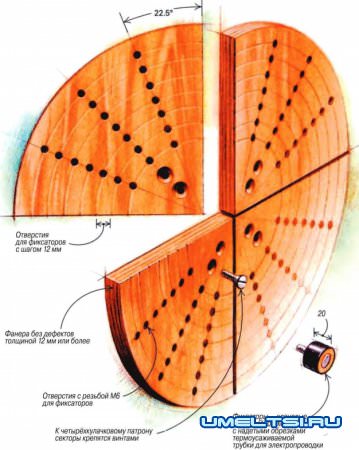
Мне потребовался маленький кусочек фанеры без изъянов с размерами 300×300 мм и шириной 12 мм. Поперечник губок зависит от расстояния меж центром патрона и салазками станка. Потому губы нужно создать радиусом на 45-50 мм меньше этого расстояния, чтоб при вполне раскрытом патроне губы не лупили по салазкам.
На фанерном квадрате по линейке ножиком проведите диагонали. Из точки пересечения, как центра, проведите окружность 0300 мм. Распилите деталь на четыре части и опилите любой треугольник до сектора.
Сложите детали, чтоб вышел круг, и по патрону разметьте монтажные отверстия. Принципиально, чтоб любая секция крепилась к патрону по последней мере 2-мя крепёжными винтами. Просверлите и раззенкуйте каждое отверстие. Потом разметьте размещение фиксаторов. Для этого при помощи транспортира разделите одну из секций на четыре схожих сектора и проведите полосы радиусов (рис.). На одном из их сделайте семь отметок с шагом 12 мм. Прикрепите секции к патрону и, включив токарный станок на малые обороты, коснитесь косой стамеской отметки. В местах, где отметки стамеской пересекаются с линиями радиусов, наметьте отверстия для фиксаторов. До снятия секций с патрона полукруглой стамеской либо циклей проточите наружное ребро фанеры до безупречного круга.

Открепив фанерные секции от патрона, сложите их стопкой, прижмите её к столику сверлильного станка и сверлом 05 мм посверлите отверстия для фиксаторов. Потом во всех отверстиях нарежьте резьбу Мб. Если вы планируете точить детали неверной формы, в каждой секции по отметкам, подходящим углу 45°, изберите длиннющий паз шириной 6 мм, который обеспечит нескончаемое количество крепёжных точек для четырёх фиксаторов. (Фиксаторы в пазах укрепляйте длинноватыми винтами с гайками.)
Вберите круглую заготовку из клёна для шкантов 020 мм. Распилите её на 8 заготовок длиной 20 мм. Каждую из восьми заготовок буквально в центре просверлите перовым сверлом 012 мм на глубину 3 мм (это лучше созодать на токарном станке.) Потом каждую заготовку просверлите насквозь сверлом 06 мм.
Через каждую заготовку пропустите винт Мб, утопив головки, и залейте их эпоксидной смолой. На любой шкант наденьте обрезок термоусаживаемой трубки от проводки, которая поможет удержать обрабатываемую деталь, не повреждая её.
Закрепите секции на патроне и проверьте их в работе. Секции должны свободно расходиться и сходиться, причём в вполне сжатом положении их кончики должны совпадать. Закрепите круглую деталь, к примеру, тарелку для пирога, и поглядите на фиксаторы. Если некие из их плотно не прилегают, переработайте сектора.
Источник: www.umeltsi.ru
Приспособления для токарного станка – как создать агрегат наиболее многофункциональным?
Различные приспособления для токарных станков, известные в истинное время, разрешают расширить многофункциональный потенциал таковых агрегатов и упростить выполнение неких работ на их.
1 Доборная оснастка – какой бывает и для чего нужна?
Все приспособления для токарных станков причисляют к одной из 3-х разновидностей. 1-ый вариант оснастки – особый, обеспечивает повышение эксплуатационных способностей оборудования, 2-ой применяется для фиксации инструмента, 3-ий употребляется для закрепления деталей, которые обрабатываются на агрегатах. Установка различных типов оснастки обеспечивает:
- уменьшение времени, требуемого на установка детали на токарное станочное оборудование, что гарантирует повышение производительности обработки железных изделий;
- увеличение точности металлообработки;
- возможность выполнения фрезерных операций;
- высококачественное крепление заготовок.
Оснастка для станков может выпускаться на заводах. Подобные приспособления обычно эксплуатируются на предприятиях. Малые конторы и личные юзеры часто употребляют самодельную оснастку. Огромное распространение посреди крайних получило фрезерное приспособление – особая приставка, которая дает возможность делать:
- подборку пазов и канавок;
- контурную обработку различных изделий;
- фрезерование плоскостей;
- обработку торцевыми и концевыми фрезами.
Отыскать чертежи таковой приставки нетрудно в вебе и в специализированных журнальчиках.
2 Кулачковые патроны – самые всераспространенные виды приспособлений
Патроны на токарные станки могут иметь 2–4 кулачка. Когда очень четкое центрование не требуется, рекомендуется использовать двухкулачковые патроны. В их, обычно, фиксируют маленькие детали, поковки и отливки. Почти всегда такие приспособления для токарных станков предусмотрены для фиксации деталей со строго определенными геометрическими параметрами.
Четырехкулачковые патроны употребляются при обработке случайных по конфигурации заготовок.
Кулачки в их можно без затруднений центрировать за счет того, что они располагают личным приводом. Если используются патроны с таковым “персональным” приводом, на станке можно обрабатывать несимметричные и прямоугольные детали. А вот самоцентрирующиеся приспособления с 4-мя кулачкам больше годятся для квадратных прутков.
Самое обширное распространение получили трехкулачковые патроны. Они обеспечивают высококачественные работы с большенными по сечению круглыми прутками, деталями шестигранной и круглой формы. Схожая оснастка для работ по сплаву характеризуется высочайшим усилием зажима и простой конструкцией, также обычной переналадкой для обработки заготовок с различными размерами. Кулачки могут быть сборными либо цельными. К “минусам” трехкулачковых патронов относят то, что они стремительно теряют точность при активной эксплуатации.
3 Крутящийся и упрямый центр – что это?
Описанные выше патроны употребляют для фиксации деталей, у каких соотношение длины и сечения составляет не наиболее 4 единиц. В других вариантах употребляются особые центры. Они дают возможность отлично создавать работы по сплаву. При всем этом принципиально держать в голове, что в центр (крутящийся или упрямый) заготовка быть может помещена лишь опосля ее зацентровки. Под такой соображают выполнение с торцов вала заготовки центровых отверстий. При их наличии деталь получает от шпинделя вращающий момент за счет внедрения хомутика и специального поводкового патрона.
Под патроном поводкового типа соображают маленький корпус, который устанавливается на шпиндель токарного агрегата. На торцевой части данного приспособления имеется запрессованный палец. Он посылает требуемый вращающий момент на хомутик. Крайний с помощью болта фиксируется на обрабатываемой детали.
Поводковый патрон не применяется, когда нужно выполнить обработку изделий, у каких центровое отверстие характеризуется относительно большенный величиной. В этом случае употребляется крутящийся центр особенного вида. У него рабочая часть имеет выраженную рифленую поверхность.
Если делается обработка заготовок с большенный шириной срезаемого слоя и процесс должен происходить на больших скоростях резания, на станок устанавливают крутящийся задний центр. А вот при работе с деталями, у каких оси вращения шпинделя и самих заготовок не совпадают, спецы рекомендуют эксплуатировать крутящийся центр с рабочей поверхностью в форме сферы (особая конусная оснастка).
Упрямый центр, отличающийся высочайшей долговечностью, делается с наконечником из твердосплавных материалов. Его установка вероятна только в пиноль задней бабки. Упрямые центры могут быть срезанными. В этом случае с помощью их подрезают концы детали.
4 Остальные виды оснастки для токарного оборудования
Револьверная головка существенно наращивает производительность агрегатов для выполнения работ по сплаву. Она быть может шестигранной либо круглой (по Госстандарту 3859–83). Круглая револьверная головка выпускается с 2-мя разновидностями центрирующих отверстий – с конусными и с цилиндрическими.
ГОСТ 3859 содержит общие советы по изготовлению оснастки для токарных агрегатов. Заказчик может обрисовать производителю, какая конкретно револьверная головка ему нужна и каких размеров. Иными словами, схожая оснастка выпускается персонально. Револьверная головка употребляется в сменных резцовых блоках. Она обеспечивает резвую и очень точную регулировку режущих инструментов. Револьверная оснастка может устанавливаться на станки с ЧПУ и на агрегаты всепригодного типа, которые имеют салазки крестовой формы.
Обработка тонких (в проф среде молвят – нежестких) валов осуществляется с помощью подвижных или недвижных люнетов для токарных станков. Недвижная оснастка устанавливается и фиксируется на направляющих агрегата, подвижная может устанавливаться на суппорте (а конкретно на его каретке). Люнеты подвижного вида числятся наиболее современными и действенными. Данные приспособления для токарных станков совершенно подступают для обтачивания (чистового) заготовок большенный длины.
Для обработки заготовок с поверхностями в виде конусов употребляется особая конусная линейка. Ее располагают параллельно конической образующей поверхности. При всем этом суппорт агрегата поворачивают на 90 градусов. Линейка располагает делениями для отсчета углов ее поворота. Деления бывают угловыми или миллиметровыми. На почти всех предприятиях конусная линейка эксплуатируется очень интенсивно (как и описанная выше револьверная головка), потому что она ординарна в применении.
Также существует и дальше обозначенная оснастка: шлифовальная головка для токарного станка, четырехпозиционные резцедержатели, планшайбы, картриджные держатели резцов, приспособления для выполнения отверстий и нарезания резьбы.
Источник: tutmet.ru