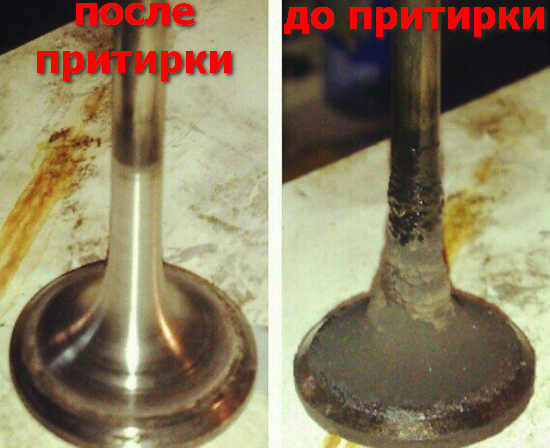
Текут клапана после притирки
Лада 2112 Шеснарь › Бортжурнал › Клапана не притираются (не для перфекционистов)

Все о чем молвят и пишут в вебе полностью верно и правильно. И я имеющий опыт прирезки и притирки клапанов, могу лишь это подтвердить. Постоянно выходил безупречный поясок 1,5 мм. и под керосином у меня головки днями выстаивали без протечек! Уходило у меня на это часа три с перекурами! И меня весьма изумило, что на данный момент сделалось нормой если клапана держат хотя бы 5 мин. Но может это и верно? С учетом свойства запчастей и программируемого износа мотора, далековато не любой мотор день керосин удержит. Взять ту же гбц 2112 (16кл.) где стоит уже одна пружинка, когда их ставилось постоянно по две.
Но случился обрыв ремня и запрограммированный заводом попадос на большой ремонт. И вот я в первый раз столкнулся с 16кл. гбц. с ее быстрее пуговицами, а не клапанами!
Шаг 1-ый:
Диагностика (процесс установления диагноза, то есть заключения о сущности болезни и состоянии пациента) показала, что все выпускные клапана загнуты без тени сомнения. Осмотрев рабочие фаски клапанов они работали всей площадью, а не пояском в 1,5 мм. ай ай ай, какая неудача! Нужно создать все по правильному! Впускные на вид не затронуты, но для больщей убежденности чтобы исключить мельчайший перекос идем и покупаем полный набор новейших! И набор для прирезки.
Шаг 2-ой:
Беремся за выпускные клапана. Вставляем в направляющие, проверяем никаких люфтов! Начинаем прирезать и притирать отлавливая подходящий нам в эталоне поясок 1,2-1,5 мм. по середине фаски. И по всем правилам. Притерли, промазали поясок клапана маркером, вставляем, провернули чуток влево-вправо, смотрим итог, есть пространство где клапан не притерт. Продолжаем. Подрезаем усаживаем, притираем, проверяем… И лицезреем, что чуда не происходит. Оказывается, что направляющая и седло клапана не соосны. Поменять отличные направляющие?! А смысл? Они станут в теже посадочные места под этим же углом. Вышибить все седла и поставить новейшие? Вариант естественно, но под рукою их нет. Да их даже в продаже нет, как оказывается. Отыскать вышло с большущим трудом. Но худо –бедно удалось притереть. Два седла зарезал, что и подточка торца клапана уже не выручила, но результата получить не удалось. Пришлось поменять седла.
Шаг 3-ий:
Перебегаем к впускным клапанам. Те которые не были погнуты, но гемора с ними вышло втрое больше. Берм новые! Лаского подрезаем старенькые седла. Начинаем притирать… Та же картина. Все не соосно. Как оно со старенькыми работало то? Подрезаем, притираем… Но никак не выходит отловить поясок не то что по середине пояска, а хотя бы в его приделах. Выходит, что на не загнутых клапанах не соосность еще критичнее. В итоге новейшие клапана испорчены и зарезаны все седла и подлежат подмене. Хорошо. Допустим. Производитель забил седла криво и поэтому неудача. Забиваем новейшие седла в посадочные места. Начинаем притирать… Снова перекос. Как? Пространство высадки направляющей и пространство высадки седла это предустановка завода! Поняв, что свойство и точность сейчас далековато не конек производителей, перебегаем к последующему шагу
Шаг 4-ый:
Сейчас понятно. Что притирка при таковой не соосности не даст никакого результата. Меняем седла. НО!

Направляющую отыскать на просторах нашего многомиллионного городка оказалось тоже неосуществимым, хотя в веб магазинах имеются, но это время ожидания посылок поэтому сделал их сам из торцевых ключей и старенькых клапанов. Но как оказывается и толку от нее фактически НЕТ! При забивании ось направляйки изгибается, а седло так же садится в свое посадочное пространство, что приводит к той же не соосности.
Вывод:
В итоге принято решение забить на всяческие советы по отлову поясков в 1,5 мм. А просто притирать пока не покажется замкнутый круговой поясок не принципиально какой ширины и на каком участке фаски клапана. Основное чтоб притертость держала хотя бы 5 минут! И дело пошло!
Т.е. Если вы увидели что поясок по правилам у вас не выходит. Забейте! И просто притирайте! И работать он будет! Тем наиболее, как я начитался на форумах на данный момент и с конвеера гбц идут без всяких прирезок и поясков и никто их уже не притирает. Прирезочно-притирочные деяния не могут быть больше 15 мин. На один клапан Это с припасом вдвое. Если не выходит, означает очевидно что то не то. Кидайте, пока не зарезали седла и не запилили клапана, а гбц нужно сдавать под станок, где ей все прирежут и направят. Это освободит вас от никчемного труда, издержек на седла и клапана, растраты кучи времени и моих ошибок.
Источник: www.drive2.ru
Про притирку клапанов вопросег
Функции темы
Поиск по теме
Про притирку клапанов вопросег
Притирал клапана, проверка керосином – текут половина клапанов через 40 мин.
Представления по этому поводу делятся от:
– Ну и зашибись притер, вкорячивай башку.
– лажа полная, перетирай – нужно чтобы галлактический вакуум не проходил даже через тысячелетия :-).
Желаю здесь представления услышать.

лучше жипеги самих клапанов и седел увидать,и какое состояние напрвляющих,какой пастой притирал они ведь тоже различные бывают,текут впуск- выпуск либо ток выпуск?
40 мин это много ИМХО. 5 мин мне кажется довольно.
ну и зрительный осмотр кольца контакта на юбке клапана, тереть не до “глянца” а так, чтоб слегка матовая поверхность была без косячков.
Жипегов нет с собой, седла ровненькие, матовые.
Полосы на клапанах уже поблескивают как зеркало 🙂
Ну не выходит у меня чтобы ваще ничего не текло.
4 Клапана правда не текут и через день гады.
как очень текут?Может паста с большим зерном абразива для дизелей где седла пожестче?Раковин нету на седлах,ато на турбе на выхлопе нередко бывает?
На жигулях с первого раза 3 из 8ми, позже еще 3 из 5ти оставшихся по второму кругу и 2 оставшихся по третьему. коловоротом слегонца подпружиненым.
Может направляха разбита и клапан в ней гуляет, соосности нет и итог таковой?
Седла может коряво зенканул?((
Не, напраляющие обычные, свободного хода фактически нет.
Снова попробую. Там посмотрим.
всеже жипеги выложи,кое-какой опыт имеется мож че дельное подскажем.Не торопись особо притирать,можешь переусердствовать и просадить клапана в седлах,тогда обьем работ значительно возрастет.Притир работавших клапанов эт таковая чисто профилактическая мера,другое дело после зенковки седел. Зависимо от конструкции гбц бывает что из-за перегрева ее ведет не только лишь продольно пропеллером да и поперечно “домиком” у меня так было,те была несоосность оси напрвлялки и седла клапана,но все отважилось “малой кровью” пришлось для зенковки сделать направляющие пилоты с минимальными зазорами в паре пилот-направляющая клапана,позже все 24 клапана притер с первого раза без мельчайших сложностей.
притираю несколько голов в недельку,до заслуги равномерного пятна котакта клапана и седла. ничо не проливаю. следующие замеры плотности на собранном моторе демонстрируют близкие к нулю утечки. считаю этого довольно.
Крайний раз правилось koha; 16.09.2010 в 17:55 .
Источник: forums.drom.ru
Запись на мероприятие
Количество гостей со мной:
Тема: Проверка плотности клапанов
Функции темы
Проверка плотности клапанов
Ребят подскажите пжлста, сколько по времени должны держать клапана залитый в их керосин.
Я для себя когда притирал у меня ни гр не уходило,как в стакане залил и стоит,ещё я инспектировал так – крутишь мотор с открытой заслонкой и если клапана шипят то пропускают.В общем у меня после ремонта ничего не шипело и жидкость за день не уходила.
Одни источники пишут 5 минут довольно, остальные пишут 10 часов, третьи день и далее прямо до бесконечности.. сущность в том что поверхность матовая, а означает свирепого прилегания ну никак не будет.. клапана обработаные станком совершенно не притирают, делается лишь правка седел шарошкой.. механизаторы молвят чтобы не парился, основное геосетрия прилегания ровненькая.. как быть?
А по факту из 8 выпускных в течении суток три вытекают, другие потеют.. впускные подтекают спустя час

На мой взор: нахрена их день держать, я делал не наиболее 10 минут, этого полностью довольно. Такт сжатия и рабочего хода не раз в день происходит.
А если и есть маленькие микрозазоры, то они “пришлепаются” в 1-ые день-два работы мотора
Я прирезал седла, притирал клапаны (после обработки на станке), позже закрашивал черным маркером седло и клапан – измерял пятно контакта, когда все было ровно, в допуске – собирал, заливал керосин со стороны каналов и куском белоснежного листка бумаги проводил меж седлом и клапаном со стороны камеры сгорания, если очень впитывала керосин, притирал еще, но в главном после второго раза уже фактически ничего не впитывалось. Мастерски сиим не занимаюсь, делал себе, накатал уже
7000км без заморочек.
Итак вот в том то и оно, что сколько не тру впускные все они равно потеют.. не стремительно а в течении часа может чуток больше, выпускные держат длительно.. и вот не могу обусловиться, час это нормально и полностью довольно и даже дохрена
Так может они потеют меж седлом и корпусом головы?
А ты их прирезал ? фаска обязана быть маленькая,и клапана в котором состоянии может с выработкой там бывает до ямки разбивается,может быть очень крупнозернистая паста можно испытать финальной ещё.Я для себя когда делал инспектировал ацетоном в неких потело из за нехороший прирезки,там три не три всё равно текло,прирезал ещё раз весьма аккуратненько и течи закончились.Не понимаю почему у вас потеет,но у меня было всё герметично,может быть кое-где косяк.
Крайний раз правилось Славик1; 17.11.2017 в 16:49 .
Источник: www.sti-club.su
Как проверить плотность клапанов? Устраняем негерметичность клапанов своими руками!
Проверка плотности клапанов — принципиальное мероприятие, так как от плотности прилегания впускных и выпускных клапанов к седлам почти во всем зависит верная работа агрегата. Сейчас вы узнаете как проверить плотность клапанов, также как притереть клапана в домашних критериях с помощью особых щупов и набора вспомогательных приспособлений.
Без правильной и слаженной работы ГРМ (газораспределительный механизм) – невозможна бесперебойная работа мотора, это нужно осознавать и вовремя выявлять все имеющиеся трудности в работе данной нам системы. Главную роль в ГРМ играют клапана впускные и выпускные, как уже понятно из наименования, одни выпускают, а остальные — впускают. Плотность прилегания клапанов — принципиальный момент, от которого, как уже говорилось выше, весьма много зависит в неприятном случае в камере сгорания не будет создаваться нужное давление и работа ДВС будет неэффективной, а может быть и совсем неосуществимой.
Для того чтоб выполнить проверку плотности клапанов нужно иметь:
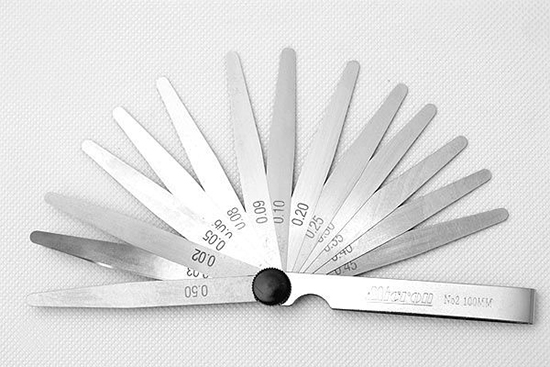
- Набор плоских щупов;
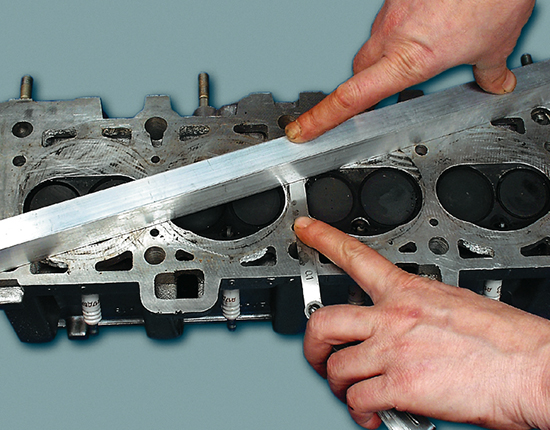
- Широкую слесарную линейку либо особый шаблон;
- Притирочную пасту;
- Керосин;
- Специальную “приспособу” для притирки клапанов.
Как проверить плотность клапанов?
Проверка плотности клапана и седла производится последующим образом:
1. Снимается головка блока цилиндров (ГБЦ).
2. Производится чистка ГБЦ и корпуса подшипников от грязищи, нагара и иных масляных отложений.
3. Далее нужно выполнить кропотливый осмотр головки и корпуса подшипников. При осмотре не обязано быть никаких трещинок, царапин либо остальных следов повреждения.
4. После осматриваем рабочие поверхности корпуса подшипников, опор распредвала, также стен посадочных отверстий гидротолкателей, на их не обязано быть никаких следов наплыва сплава либо задиров.
5. Направляющие клапанов и седла должны плотно посиживать и прилегать к “телу” ГБЦ. На седлах и клапанах не обязано быть трещинок либо следов прогорания.
6. Используя шаблон, сделайте проверку плоскостности ГБЦ, в случае отсутствия такого это можно создать с помощью широкой слесарной линейки. Приложите линейку ребром к нижней привалочной плоскости головки на искосок, проверьте нет ли зазора меж ГБЦ и ребром линейки. Обычно, его можно увидеть в центральной части либо по бокам. Определите зазор с обеих сторон, используя плоские щупы, очень допустимый зазор – 0,1 мм. В случае если у вас вышло больше — будет нужно фрезеровка привалочной плоскости либо полная ее подмена.
7. Далее нужно проверить плотность ГБЦ. Чтоб выполнить такую проверку нужно заглушить на торцевой поверхности головки блока окно подачи ОЖ к термостату. Далее переверните головку и налейте керосин в ее рубаху остывания. Удостоверьтесь в том, что нигде нет никаких подтечек, в случае обнаружения такой следует произвести ремонт головки блока цилиндра либо вполне ее поменять.
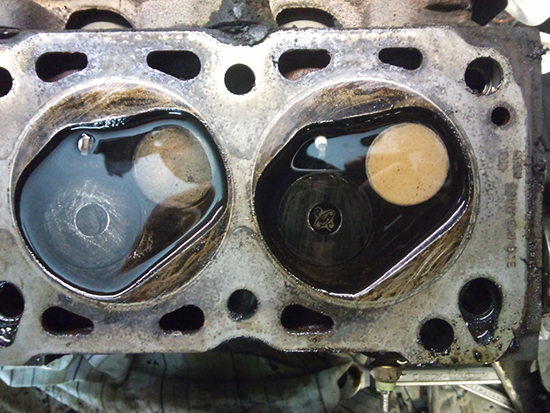
8. Сейчас пришла очередь клапанов. Чтоб проверить плотность клапанов ГБЦ положите ее на ровненький стол привалочной плоскостью к верху, потом налейте в камеры сгорания головки керосин и подождите несколько минут. Эту функцию еще именуют “проливкой”. Если вы увидели, что уровень керосина в камере сгорания начал понижаться, либо на столе возникла лужа, это означает, что в данной нам камере один из клапанов либо оба клапана имеют негерметичность, а означает нужна притирка клапанов.
Как убрать негерметичность клапанов? Притирка клапанов
1. Устранение негерметичности клапанов производится методом их притирки к седлам, в случае отсутствия трещинок либо повреждений на тарелке и клапане его можно вернуть методом притирания. Для выполнения данной нам процедуры нужно:
2. Снять с клапана маслосъемный колпачок.
3. Достать клапан, который плохо прилегает из направляющей втулки.
4. Далее на рабочую поверхность (ту, которую нужно притереть) наносится особая притирочная паста, к примеру «Алмазная».

5. Клапан устанавливается в головке блока цилиндров, а к его стержню крепится «приспособа» для притирки клапанов.
6. Прижимая клапан к седлу, производится притирка методом вращения клапана из стороны в сторону, сделав 10-15 таковых движений поверните его на 90° и опять продолжите притирку. Делать притирку следует до того времени, пока на тарелке и седле не появляется равномерная ровненькая поверхность, а сами детали не станут совершенно прилегать друг к другу.
7. По окончанию остатки притирочной пасты удаляются, а клапан с новенькими маслосъемными колпачками устанавливается на пространство.

На этом у меня все, желаю фортуны в работе! Спасибо, что читаете нас, до новейших встреч на Вопросец Авто!
Источник: vopros-avto.ru
Текут клапана после притирки
Просаженность на 1..2..5мм роли не играет. Я инспектировал и без их
Съемник не может гнуть клапан?
Я лил и бензин, и воду. Керосин фактически бензин с маслом
Компрессор – лишне, ну и дуть пришлось бы со стороны камеры
Притирал сначала насадками для фасок (различные углы), позже финальной насадкой, позже клапаном. Очень прижимать не надо. Притертость глядеть по целосности и ширине следа от притирки.
Переусердствовать можно, оставив борозду на клапане, но если сначала насадками, то вряд-ли сумеешь
 |
ЗаЗоводной ЭцихоКлоПедист
Статус: Offline
Зарегистрирован: 07.11.2009
Сообщения: 5971
| Добавлено: 22 Август 2012 13:08 Заголовок сообщения: | |
| В принципе, описано всё правильно, я и сам так делаю, но вот здесь на наши классические методы глядят как на ненадобные и даже вредные телодвижения. Сам подумываю выискать схожее создание для разруливания вопросца по клапанам/сёдлам. |
|
| |

Статус: Offline
Зарегистрирован: 08.06.2010
Сообщения: 340
Откуда: Севастополь
Моя машинка: 968м ’83, 2101 ’72, 2101 ’77, Опель Ascona C ’82
| Добавлено: 22 Август 2012 22:41 Заголовок сообщения: | |
| О друг, обстоятельств для негерметичности море, но во первых необходимо соблюдать некую последовательность, а означает необходимо ответить на вопросцы: 1) Для чего совершенно притирались клапана, что сделалось предпосылкой? 2) Выполнялись ли измерения зазора стержень-втулка, какой итог? 3) Фото фаски седла и текущего клапана в рассухареном состоянии – в студию! Просто чутьё дает подсказку, что втулки просто очень изношены, и даже при условии безупречной ровности пружин, по обычному говоря – клапан от нажатия к нажатию не способен встать ровно по фаске, а в неких вариантах, когда износ превосходит допустимый предел в разы, то и никакая притирка не поможет |
|
  |
Перечень форумов ЗАЗ Форум -> Движок | Часовой пояс: GMT + 3 |
| Страничка 1 из 1 | ||
| Вы не сможете начинать темы Вы не сможете отвечать на сообщения Вы не сможете редактировать свои сообщения Вы не сможете удалять свои сообщения Вы не сможете голосовать в опросах
|

Powered by phpBB © 2001, 2008 phpBB Group
Источник: www.zaz.kiev.ua
Притирка клапанов
Описание шагов притирки
Притирка клапанов — технологическая операция пригонки фаски грибка клапана к седлу, которая делается при ремонте старенького и подмене новейшего клапана. Для притирки клапанов на фаску клапана наносится притирочная паста либо маленький наждак с маслом. Притирка клапанов осуществляется колебательным движением воротка, а совместно с ним и клапана и длится до получения равномерного сероватого цвета фаски клапана и седла. В ремонтных мастерских применяется станок для притирки сразу нескольких клапанов, что существенно ускоряет процесс притирки клапанов . 
Притирка клапанов — операция механической обработки с целью подгонки основным образом деталей, работающих в паре. операция притирки клапанов сводится к неоднократным относительным перемещениям инструмента и детали либо обеих деталей вместе с абразивным материалом. Притирка клапанов исправляет форму детали в границах допуска, уменьшает шероховатость поверхности.
Для притирки клапанов удобнее всего воспользоваться особым механическим приспособлением.
Не считая того, в продаже имеются готовые ручные держатели клапана.
Не считая того для притирки клапанов для вас потребуются:
- притирочная паста;
- керосин;
- слабенькая пружина, по внешнему поперечнику проходящая в отверстие седла клапана.
Описание процесса притирки
- Очистите клапан.
- Нанесите на фаску клапана притирочную пасту сплошным узким слоем.
- Наденьте на стержень клапана за ранее подобранную пружину.
- Вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки. ПРИМЕЧАНИЕ:Графитная смазка защитит направляющую втулку от попадания в ее отверстия абразива из притирочной пасты и облегчит вращение клапана во время притирки.
- Наденьте на стержень клапана приспособление для притирки клапанов.
- Притрите клапан, вращая его попеременно в обе стороны на пол-оборота и временами то прижимая к седлу, то ослабляя усилие прижатия. При ослаблении прижима под действием пружины клапан отходит от седла.
- Притирайте клапан до возникновения на его фаске матово-серого непрерывного однотонного пояска шириной не наименее 1,5 мм, при всем этом на седле клапана после притирки также должен показаться блестящий поясок шириной не наименее 1,5 мм.
- После притирки кропотливо протрите клапан и седло незапятанной тряпкой и помойте, чтоб удалить остатки притирочной пасты. Проверьте плотность клапана.
Верная притирка клапанов весьма принципиальна.
После подмены старенькых изогнутых клапанов на новейшие их следует притереть для заслуги наибольшей компрессии.

Снимите головку, положите ее на горизонтальную поверхность. Нанесите смесь на кромку клапана. Прижмите клапан к седлу и вращайте его, поворачивая всякий раз приблизительно на 30° и нередко переставляя клапан на новое пространство, чтоб на поверхности седел и клапанов не создавались опасности. Притирайте, следя за тем, чтоб смесь не попала на стержень клапана, не попортила текстолитовую направляющую ручку. На окончание притирки укажет ровненькая сероватая дорожка шириной 1—2 мм на поверхности клапана.
Источник: td-fort.ru