Оправка для запрессовки седел клапанов
Как верно делается подмена, прирезка и обработка седел клапанов
Седло клапана — маленькое кольцо, имеющее скос по внутренней поверхности.
 Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через их топливовоздушной консистенции и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через их топливовоздушной консистенции и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Делает последующие функции:
- плотность отверстия;
- передает избытки тепла к ГБЦ;
- обеспечивает нужный приток воздуха, когда механизм открыт.
Подмена седла клапана требуется в этом случае, когда вернуть его плотность методом механической обработки не удается (бессчетные обработки в прошедшем, прогар, мощный износ). Создать это можно своими руками.
Ремонт детали делают при:
- прогаре тарелки;
- опосля подмены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении плотности соединения кольца с тарелкой.
Правка изношенных и покоробленных седел в домашних критериях производится с внедрением шарошек. Кроме этого, может потребоваться сварочный аппарат либо мощная газовая горелка, обычный набор гаечных ключей, нужных для демонтажа и разборки ГБЦ, притирочная паста, дрель.
Подмена седел
Процедура подмены состоит из 2-ух ответственных процедур: удаления старенькых деталей и монтажа новейших.
Удаление старенькых посадочных частей
Подмена седел клапанов производится на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старенькое кольцо можно с внедрением сварочного аппарата, если материал, из которого оно сделано, дозволяет это создать.
Для выполнения процедуры делается съемник седел клапанов — берется старенькый ненадобный клапан, тарелку которого нужно проточить до размеров внутреннего поперечника седла.
Опосля этого приобретенный инструмент утапливают в посадочное пространство, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. Опосля клапан совместно с железным кольцом выбивают с оборотной стороны молотком.
Принципиально! Процедура с внедрением сварки может привести к некой деформации посадочного места. При всем этом обычные седла будут иметь слабенькое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного поперечника, которые не продаются в магазинах, а делаются на заказ.
Седло клапана, сделанное из металлов, не подлежащих сварке, можно удалить методом вкручивания в него отрезка трубы, применяемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность пригодной по поперечнику железной трубы.
Берется старенькый клапан, который за ранее приваривают к торцу трубы в оборотной положении. При всем этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, опосля чего же элемент убирают постукиваниями по ножке.
Установка новейших седел
Перед началом процедуры монтажа новейших седел, посадочные места под их очищают от загрязнений. Опосля ГБЦ следует умеренно подогреть до температуры, превосходящей 100˚С. При всем этом сплав расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают при помощи водянистого азота. При его отсутствии можно употреблять сочетание льда и ацетона, что дозволяет понизить температуру сплава до -70˚С. Размеры деталей подбирают таковым образом, чтоб разница меж поперечником посадочного места и кольца составляла не наиболее 0.05-0.09 мм на прохладных деталях.
Седло клапана запрессовывается при помощи специальной оправки либо отрезка трубы пригодного поперечника. Деталь обязана заходить на посадочное пространство с маленьким усилием. При всем этом принципиально, чтоб кольцо встало без перекоса.
Опосля запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на собственном месте, функцию его подмены можно считать оконченной. Дальше требуется прирезка седел клапанов с внедрением шарошек.
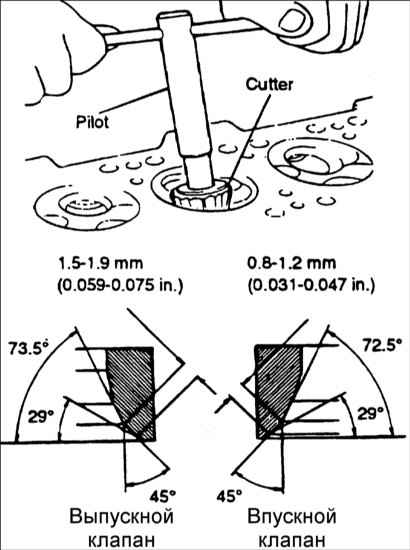
Принципиально! При обычной процедуре подмены тарелки всех клапанов оказываются посажены довольно высоко. Но некие спецы советуют обрабатывать фаски таковым образом, чтоб выпускные клапаны посиживали несколько поглубже обычного положения. Седло впускного клапана при всем этом оставляют в штатном положении.
Ремонт седел
Ремонт седел клапанов производится при их естественном износе и неплотном прилегании тарелки к собственному посадочному месту.
С целью восстановления геометрии колец используются шарошки для седел клапанов — набор фрезерующих головок, позволяющих созодать нужные углы.
Шарошки могут употребляться в сочетании со особым оборудованием. Но оно является дорогостоящим. Потому в домашних критериях используют ключ-трещотку с удлинителем. Верно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для сотворения всякого из их делается соответственной фрезой.
Шлифовка седел клапанов не просит их нагрева либо иной обработки. Проточку создают «насухую». В предстоящем, в момент притирки, нужно употреблять специальную притирочную пасту. Для заслуги наилучшего результата притирку на новейшие седла рекомендуется создавать вручную, а не при помощи дрели.
Очередной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеперечисленному методу убирают седла, опосля чего же, особым режущим инвентарем протачивают места под их. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Установка создают опосля нагрева ГБЦ и остывание монтируемых частей.
Верно произвести расточку без помощи других можно попробовать на собственный ужас и риск. Но, с учетом трудности процедуры и нужной высочайшей точности работ, подобные манипуляции лучше создавать в критериях квалифицированной автомастерской либо авторемонтного завода.
Источник: znanieavto.ru
Подмена седел клапанов своими руками
Клапан нужен для герметизирования цилиндровых отсеков мотора в процессе газообмена. Индивидуальности функционирования – пуск консистенции, состоящей из горючего и воздуха с целью следующего ее сжатия. За возгоранием и выработкой газы перебегают в выпускную систему, и тут также несет ответственность клапан.
Содержание:
Устройство и возможные неисправности клапанного механизма
Данный элемент работает в брутальной среде ДВС, постоянно подвержен значимым нагрузочным действиям динамического нрава, существенному высокоскоростному режиму и нагреванию. Для снижения раннего изнашивания ходовых частей данной для нас детали, в изготовлении ее употребляются почаще всего материалы, легированные никелем и колченогом.
В состав заходит два главных элемента:
- головка;
- стержневая часть.

Эти авто узлы могут иметь головки разных форм:
На кончике стержня есть проточки конусного, фасонного либо цилиндрического вида, помогающие фиксировать пружинки.
Более возможный признак отказа клапанов – снижение мощности мотора, его непостоянность в работе. Соединено это с залипаниями и образованиями постыдных участков. Еще одна причина – возникновение нагара, который накапливается у клапана и не дозволяет ему запираться. Видимым признаком также можно считать чрезмерное выделение выхлопных дымов. Если в ДВС возникли посторонние шумы – износились стержневые части и направляющие. Потому разглядим, как производится подмена седел клапанов своими руками.

Чем воспользоваться?
Такие работы предполагают внедрение грубоватых инструментов
и различающихся фактически ювелирной точностью – зенкеров и шарошек. Такие инструменты с узенькой специфичностью используются только при ремонте мотора.
Выборку шарошек для клапанных седел употребляют под выточку нужных размеров поперечников. Подобные деяния дают возможность придать тарелочке наивысшую плотность закрывания.
Зенковки при ремонтных работах по клапанным седлам употребляются так же. Но есть одно различие – зенкер применяется не только лишь на механических, да и электроинструментах.
Разработка выполнения
Работа различается сложностью, но при наличии нужных способностей ее можно выполнить в гаражных критериях.
Чтоб извлечь седло, есть некоторое количество методов. Резвым, но не очень правильным, является наваривание клапана на седло с следующей выбивкой. Клапан обтачивается под размеры седла, вставляется в него и обваривается. Пока сплав не успел остыть. Седло нужно вышибить молотком. Вся система обязана выйти без особенных заморочек.
Но при всем этом помните, что от сварки сплав греется, что может стать предпосылкой деформирования головки. Выбивая, можно нанести повреждения посадочному месту под седло, что повлечет за собой доп работы по обработке ГБЦ.
Идеальнее всего пользоваться токарным станком. Так можно сточить седло то такового размера, что оно станет, как фольга, и просто достанется. Если нет станка, можно пользоваться дрелью и насадкой в виде фрезы. Стачивание проводится с одной стороны, пока не ослабнет натяжение. Сейчас седло можно достать рукою.
Безупречный вариант установки новейшего седла – азотный, в каком следует за ранее охладить седла. Дело в том, что их размеры мало больше отверстий, а за счет остывания миниатюризируется наружный поперечник.
Естественно, азот в гараже – большая уникальность. Тогда вспомним характеристики сплава расширяться и сжиматься. Седло просто помещается в морозильную камеру на пару часиков, а отверстие подогревается горелкой.
Если при установке нужно будет приложить усилие, то рекомендуется взять пригодный под поперечник седла брусок и с его помощью провести запрессовку.
Обработка седла опосля установки
Чтоб седло работало нормально, в нем следует создать фаску. В эталоне это производится на токарном станке. Но можно пользоваться уже известной шарошкой и дрелью, но вероятны некорректности в работе.
Нарезается три кромки – наружная, внутренняя и по центру, для контактирования с ней клапана. Опосля этого можно считать, что работы завершены. Клапана следует притереть и начать сборку ГБЦ.
Почти всех интересует вопросец, сколько стоит подмена седла клапана ваз. Если разглядывать вариант лишь оплаты работ, то подмена 1-го элемента для вас обойдется в 500 – 700 рублей.
Источник: ladamaster.com
Как поменять седло клапана: фото- видео {инструкция}
Клапаны совместно с сёдлами подвержены огромным тепловым перегрузкам, вследствие чего же на их возникают недостатки, такие как трещинкы, пригары, раковины вследствие перегрева, или в движок попадают посторонние предметы, которые повредят седло.
 Если головка перегревалась, то может появиться несоосность седла и направляющей клапана, что приводит к негерметичности. Износ седла также идёт неравномерно, а по оси кулачка, из-за чего же седло приобретает овальность. Все эти недостатки нужно править с внедрением фрез, шарошек либо зенкеров, а позже притирать клапана; на спец оборудовании поправить седло можно в один заход без следующей притирки.
Если головка перегревалась, то может появиться несоосность седла и направляющей клапана, что приводит к негерметичности. Износ седла также идёт неравномерно, а по оси кулачка, из-за чего же седло приобретает овальность. Все эти недостатки нужно править с внедрением фрез, шарошек либо зенкеров, а позже притирать клапана; на спец оборудовании поправить седло можно в один заход без следующей притирки.
Если старенькое седло нереально поправить, то его необходимо поменять на новое, а позже уже обработать и порезать на нём фаску под новейший клапан. Процесс подмены можно условно поделить на несколько частей: извлечение седла клапана, подготовка заготовки для новейшего седла, установка новейшей детали и оканчивающая обработка с подгонкой фаски под новейший клапан. Разберём всё по порядку.
Извлечение седла
Поначалу разглядим, как не нужно созодать, хотя некие гаражные гуру автопромышленности советуют созодать конкретно так.
-сварка клапана + выбивание
Поначалу старенькый ненадобный клапан подгоняют под размеры седла, вставляют на посадочное сесто и приваривают клапан к седлу. Пока ещё не остыло, выбивают клапан, и он выходит совместно с седлом. За счёт различного расширения металлов- стали и алюминия- натяг миниатюризируется, когда остынет, будет не так просто выходить.
Почему так созодать не нужно ? При сварке греется вся головка и её обязательно поведёт, она станет кривая и в дополнение к этому раскроются сокрытые трещинкы, там, где были внутренние напряжения сплава (а они есть в любом случае). Позже будете удивляться, почему моя головка вдруг оказалась пробитой.
Лучший метод: растачивание седла клапана на станке, пока он не станет размером с фольгу и сам не выпрыгнет из посадочного отверстия. Но… это недозволено воплотить в гараже из-за накладности оборудования, ну и не в любом селе будет таковой станочек. Потому разглядим ещё один метод, лёгкий и неопасный, и реализуемый в любом гараже.
Выбор гаражных мастеров: обычной и неопасный метод
Стачиваем фрезой седло насквозь с 1-го края. Седло ослабеет, растеряет натяг и само выпрыгнет из посадочного отверстия, даже не придётся его насквозь точить, доходя до посадочной плоскости, когда остается чуток меньше, чем 0,5 мм натяга уже не хватает, чтоб удержаться. Разомкнув кольцо, седло больше не сумеет сопротивляться.
Фреза для дрели продаётся в любом строительном магазине, стоит не дороже, чем сверло, потому данный способ таковой доступный.
Сейчас, когда седло извлечено, нужно пошевелить мозгами, что мы будем туда вставлять.
Заготовка седла клапана
Для всех фаворитных моторов предлагаются заготовки сёдел клапанов, как обычных размеров, так и ремонтных, с увеличенным наружным поперечником. Для редчайших движков заготовки нужно заказывать либо изготавливать на заказ.
 Такие заготовки довольно дешёвые, если не нашлось для какого-то мотора, можно подобрать по размеру из имеющихся наименований. Да и не запамятовывайте, что компании, производящие детали мотора (Kolbenschmidt), а именно клапана, создают ещё и сёдла тех же размеров, так что спрашивайте в магазинах вашего городка. Опосля установки седло нужно будет обработать- порезать фаску под клапан.
Такие заготовки довольно дешёвые, если не нашлось для какого-то мотора, можно подобрать по размеру из имеющихся наименований. Да и не запамятовывайте, что компании, производящие детали мотора (Kolbenschmidt), а именно клапана, создают ещё и сёдла тех же размеров, так что спрашивайте в магазинах вашего городка. Опосля установки седло нужно будет обработать- порезать фаску под клапан.
Установка новейшего седла
Седло клапана верно устанавливать с азотом, все остальные способы не такие надёжные. В обычном состоянии при комнатной температуре дивметр седла больше поперечника отверстия в головке, потому опосля установки выходит некий натяг. Чтоб запихнуть седло, его нужно уменьшить в размере, для этого и нужен азот.
Азот в водянистом состоянии сохраняет весьма низкую температуру. Охлаждаясь в азоте, клапан сжимается в поперечнике, и охладившись может свободно залезть в посадочное отверстие головки. В то же время, чтоб прирастить посадочное отверстие в головке, головку можно подогреть, тогда отверстие расширится и зазор возрастет. Если подогреть головку, то тогда не нужно так очень охлаждать седло, довольно будет просто положить в морозилку и различия температур будет довольно.
Устанавливать седло без подготовительной тепловой обработки недозволено, не будет достигнут нужный натяг и седло выпадет в процессе использования.
При установке необходимо забить седло, чтоб оно сделалось на пространство, очень лупить не нужно, довольно лёгких ударов.
Механическая обработка новейшего седла
 На новеньком установленном седле нужно порезать фаску. Идеальнее всего это создать на спец станке, так получится обработать более буквально. Это реализуется благодаря жёсткой центровке резца, чего же нереально достигнуть используя ручные шарошки.
На новеньком установленном седле нужно порезать фаску. Идеальнее всего это создать на спец станке, так получится обработать более буквально. Это реализуется благодаря жёсткой центровке резца, чего же нереально достигнуть используя ручные шарошки.
 Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы сможете рассчитывать. Если есть вблизи металлообрабатывающий цех, можно испытать обработать клапана на фрезерном станке, итог полностью сойдёт.
Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы сможете рассчитывать. Если есть вблизи металлообрабатывающий цех, можно испытать обработать клапана на фрезерном станке, итог полностью сойдёт.
 На седле нужно порезать три кромки- внешнюю, внутреннюю и сверху их центральную, самую неширокую, по которой седло будет соприкасаться с клапаном.
На седле нужно порезать три кромки- внешнюю, внутреннюю и сверху их центральную, самую неширокую, по которой седло будет соприкасаться с клапаном.
Источник: kakavto.com
Оправка для запрессовки седел впускных клапанов 8 кл.


Оформить заказ на нашем веб-сайте просто. Просто добавьте избранные продукты в корзину, а потом перейдите на страничку Корзина, проверьте корректность заказанных позиций и нажмите клавишу «Оформить заказ» либо «Резвый заказ».
Функция «Резвый заказ» дозволяет покупателю не проходить всю функцию дизайна заказа без помощи других. Вы заполняете форму, и через куцее время для вас перезвонит менеджер магазина. Он уточнит все условия заказа, ответит на вопросцы, касающиеся свойства продукта, его особенностей. Также даст подсказку о вариантах оплаты и доставки.
По результатам звонка, юзер или, получив уточнения, без помощи других оформляет заказ, упаковав его необходимыми позициями, или соглашается на оформление в том виде, в каком есть на данный момент. Получает доказательство на почту либо на мобильный телефон и ждёт доставки.
Оформление заказа в обычном режиме
Если вы убеждены в выборе, то сможете без помощи других оформить заказ, заполнив по шагам всю форму.
Изберите из перечня заглавие вашего региона и населённого пт. Если вы не отыскали собственный населённый пункт в перечне, изберите значение «Другое положение» и вчеркните заглавие собственного населённого пт в графу «Город». Введите верный индекс.
Зависимо от места жительства для вас предложат варианты доставки. Изберите хоть какой удачный метод.
Изберите лучший метод оплаты.
Введите данные о для себя: ФИО, адресок доставки, номер телефона. В поле «Комменты к заказу» введите сведения, которые могут понадобиться курьеру, к примеру: подъезды в доме числятся справа влево.
Проверьте корректность ввода инфы: позиции заказа, выбор местоположения, данные о покупателе. Нажмите клавишу «Оформить заказ».
Наш сервис запоминает данные о юзере, информацию о заказе и в последующий раз предложит для вас повторить к вводу данные предшествующего заказа. Если условия для вас не подступают, выбирайте остальные варианты.
Вы сможете избрать один из трёх вариантов оплаты:
Оплата (выдача денег по какому-нибудь обязательству) наличными доступна при самовывозе из нашего розничного магазина в городке Тольятти. Приезжайте, будем рады созидать Вас в нашем магазине.
Отправка заказов наложенным платежом, вероятна опосля подготовительной оплаты доставки. Это соединено с тем, что участились случаи не выкупа посылок, отправленных стопроцентно наложенным платежом. В связи с чем мы терпим убытки, оплачивая услуги почты Рф по доставке в обе стороны.
Сумма предоплаты рассчитывается персонально, сумма заказа обязана быть не наименее 1500 рублей.
Почетаемые клиенты, в далекие регионы отсылка продукта осуществляется лишь по предоплате.
При оформлении заказа в корзине вы сможете избрать вариант безналичной оплаты. Мы принимаем карты Visa и Master Card.
Опосля дизайна заказа – ждите звонка от нашего менеджера для согласования критерий оплаты и доставки.
Реквизиты для оплаты Для вас пришлет менеджер на электрическую почту либо на телефон в смс-сообщении опосля того как вы дадите согласие по телефону о стоимости и методе доставки.
Оплата (выдача денег по какому-нибудь обязательству) по счету для юридических лиц
Информация для организаций и ИП:
- На веб-сайте информация по ценам представлена для физических лиц.
- Стоимость на продукт для юридических лиц возрастет на 10-15 %. Работаем без НДС.
Малая сумма заказа по безналичному расчету – 3000 рублей.
Наш интернет-магазин дает несколько вариантов доставки:
- почта Рф;
- транспортные компании;
- курьерская;
- самовывоз из магазина;
Курьерская доставка вероятна лишь по городку Тольятти.
Стоимость доставки: 200-400 рублей (зависимо от района).
Оплата (выдача денег по какому-нибудь обязательству) продукта делается наличными в момент вручения заказа.
Вы сможете забрать продукт из розничного магазина в городке Тольятти. Лучше за ранее создать заказ на веб-сайте либо позвонить по телефону для уточнения наличия продукта.
Вы сможете заказать доставку через почту Рф. Сходу по прибытии продукта, на ваш адресок придет уведомление о посылке. Также Вы можете отследить прохождение собственной посылки по трек-номеру, который будет отправлен Для вас на телефон почтой Рф при принятии к доставке отправления. Весьма габаритные и томные посылки отправляются лишь транспортными компаниями.
Доставка транспортными компаниями
Доставка транспортной компанией – самый удачный и резвый метод доставки. Доставка вероятна, если в Вашем городке есть консульство одной из транспортных компаний:
– ТК «Энергия» – http://nrg-tk.ru
– ТК «Деловые полосы» – http://dellin.ru
– ТК «СДЕК» – http://edostavka.ru
– ТК «ЖелДорЭкспедиция» – http://jde.ru
– ТК «ПЭК» – https://pecom.ru
– ТК «GTD» – https://gtdel.com (прошлый КИТ)
Вы сможете задать хоть какой интересующий вас вопросец по товару либо работе магазина.
Наши квалифицированные спецы непременно для вас посодействуют.
Источник: avtofirma63.ru
Инструмент для притирки клапанов (шарошки, зенковки) и его применение
Шарошки для седел клапанов – это инструмент, с помощью которого авто движок (а поточнее, его клапанный механизм) ворачивается в работоспособное состояние опосля выполненного ремонта. С помощью таковых шарошек, которые также именуют зенкерами, восстанавливается плотность рабочих цилиндров мотора, что является одним из главных критерий его на техническом уровне исправного состояния.

Полный набор инструментов для ремонта седел клапанов
Как работает клапанный механизм авто мотора
Чтоб вдуматься в индивидуальности внедрения шарошек либо зенкеров для седел клапанов, нужно поначалу разобраться в том, как действует клапанный механизм мотора кара, также в том, что может привести к возникновению дефектов в его работе.
Любой из цилиндров хоть какого мотора внутреннего сгорания (ДВС) работает вместе с 2-мя клапанами, один из которых является впускным, а 2-ой – выпускным. Работа ДВС осуществляется за счет циклических действий (циклов). Любой из таковых действий состоит в том, что в рабочий цилиндр подается топливная смесь. Это происходит при открытии впускного клапана. Опосля его закрытия и сгорания топливной консистенции из цилиндра нужно вывести переработанные газы, что и обеспечивается открытием выпускного клапана. Впускной и выпускной клапаны, находясь в закрытом состоянии, должны обеспечивать полную плотность рабочего цилиндра.
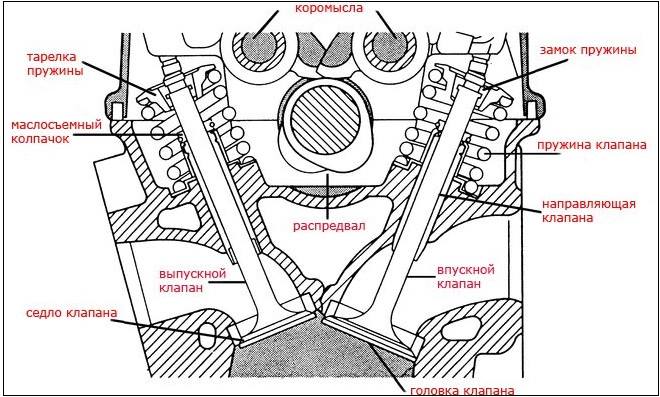
Схема клапанного механизма мотора внутреннего сгорания
В процессе работы мотора клапаны подвергаются как значимым механическим перегрузкам, так и разным действиям брутальной среды, в какой они эксплуатируются:
- тепловым;
- механическим;
- динамическим;
- хим.
Чтоб клапаны были в состоянии выдерживать такие суровые действия в протяжении долгого времени, для их производства употребляют высоколегированный металлической сплав, в хим составе которого содержится существенное количество хрома и никеля.

В процессе использования седла клапанов изнашиваются в различной степени
Система клапанов состоит из 2-ух главных частей: направляющего штока и головки, которая может иметь плоскую, выпуклую либо тюльпанообразную форму. Направляющий шток клапана быть может стопроцентно цилиндрическим либо выполненным с фасонной проточкой, которая нужна для наиболее надежной фиксации пружины.
То, что в клапанном механизме ДВС возникли неисправности, можно найти по нескольким признакам, более очевидными из которых являются:
- понижение мощности мотора, что отражается на высокоскоростных свойствах кара;
- нестабильная работа ДВС на всех оборотах;
- ненатуральный стук, раздающийся из моторного отдела кара;
- огромное количество дыма, выходящего из выхлопной трубы.

Возникновение зазора меж клапаном и его посадочным местом приводит к образованию нагара, а в предстоящем и к прогару седла клапана
Если гласить о более всераспространенных дефектах ДВС, связанных с его клапанным механизмом, то к ним относятся:
- возникновение зазора меж корпусом блока цилиндров и головкой, которой обустроен таковой блок, что соединено с их неплотным прилеганием друг к другу (этот зазор, образующийся по ряду обстоятельств, приводит к разгерметизации системы);
- образование в местах, где клапан контактирует с блоком цилиндров, кокса и нагара (таковой нагар не дает клапану стопроцентно закрыть цилиндр, что также ведет к разгерметизации системы).
Инструменты для ремонта клапанного механизма
Более всераспространенным инвентарем для ремонта седел клапанов является шарошка (зенкер). Следует подразумевать, что таковой зенкер – это не зенковка, средством которой производят зенкование.
Спецы, мастерски специализирующиеся ремонтом движков каров, стараются сходу приобрести набор шарошек для ГБЦ (головки блока цилиндров). В таком наборе шарошек для клапанов есть инструменты с разными геометрическими параметрами, что дозволяет нормально подобрать их для мотора кара определенной марки.

Для приведения седел клапанов в подходящую форму будет нужно 6 зенкеров: три для выпускного и три для впускного клапанов
В этом случае, если отремонтировать движок собственного кара вы решили своими руками, не непременно получать набор шарошек, можно приобрести один зенкер, характеристики которого буквально соответствуют чертам ДВС вашего тс.
Таковой инструмент для ремонта седел клапанов, как шарошка, работает по принципу фрезы, снимая с седла клапана образовавшийся нагар и узкий слой сплава. Снаряженная твердосплавными режущими зубьями, расположенными на конусной рабочей части, шарошка крепится на оправку, для чего же в ее корпусе имеется особое отверстие. Угол, под которым выполнена рабочая часть шарошки, может находиться в интервале 15–60°. Конкретно таковой угол является главным параметром инструмента, применяемого для прирезки седел клапанов.

Шарошка вращается при помощи ключа с шестигранным отверстием, обеспечивающим легкую и точную установку
Как вернуть седла клапанов
В этом случае, если предполагается не подмена седел клапанов на новейшие, а восстановление старенькых, ремонтные работы производятся в последующей последовательности:
- Головка блока цилиндров размещается на ровненькой поверхности.
- Шарошка фиксируется на оправке, устанавливаемой в патрон станка.
- Ось инструмента совмещается с осью отверстия в ГБЦ, предназначенном для направляющего штока клапана.
- Медлительно и без мощного нажима вращая шарошку по часовой стрелке, с рабочей поверхности седла клапана снимают нагар и узкий слой сплава.

Обработка рабочей фаски седла шарошкой с углом в 45 градусов
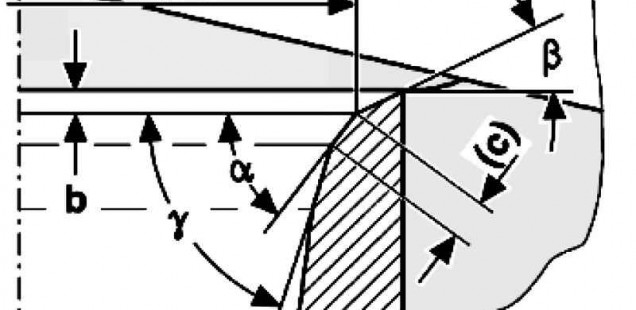
Следует подразумевать, что на седле клапана нужно обработать три фаски: верхнюю, рабочую и нижнюю. Для обработки каждой из таковых фасок употребляется собственный зенкер, имеющий определенный угол наклона режущей части.
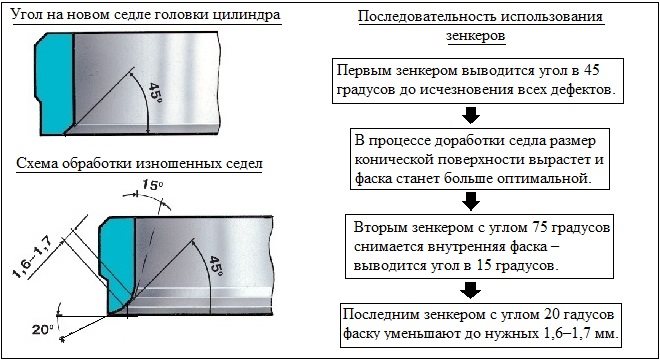
Схема обработки седла клапана (на примере мотора ВАЗ)

Так смотрится фаска седла на разных стадиях работы
Для обеспечения очень плотного контакта головки клапана с рабочей поверхностью седла опосля обработки зенкером нужно выполнить их притирку. Таковая операция, для воплощения которой употребляется абразивная паста, нередко проводится вручную. Чтоб выполнить ее резвее и с минимальными трудозатратами, можно употреблять инструмент для притирки клапанов, в качестве которого может выступать рядовая дрель.
В этом случае, если производится не восстановление, а подмена седла клапана, и при всем этом на новейшие заменяются и сами клапаны, функцию притирки сопрягаемых поверхностей можно не делать.
Источник: met-all.org
Седло клапана

![]()
Седла клапанов отвечают за три главных функции: обеспечивают плотность в закрытом положении, обеспечение рационального воздушного потока, когда клапан раскрывается, и для передачи тепла от клапана к головке, когда клапан закрыт. Седла клапанов должны быть довольно жесткими, чтоб делать главные функции довольно долгий период, довольно мягенькими, чтоб предупредить повреждение клапана, и иметь достаточную теплопроводимость для отвода тепла от клапана.
Размещение и высота седла клапанов в головке блока цилиндров является определяющим фактором для заслуги правильной согласованной работы всех цилиндров.
Давайте разберемся на бумаге в чем минусы разной высоты высадки клапанов в их седлах. Допустим вы считаете, что степень сжатия вашего мотора составляет 11.25:1, но по сути из-за разности высадки клапанов поменялся размер камеры сгорания и сейчас степень сжатия быть может в границах от 11.15:1-11.37:1. На практики таковая разность в камере сгорания плохо сказывается на производительности мотора, различное {наполнение} горючей консистенцией, очень проточенные в итоге ремонта седла просаживают клапан весьма глубоко и это приводит к ухудшению продувки. Если седла уже на раз протачивались и клапан глубоко размещается относительно камеры сгорания, о этом я мало писал в предшествующей статье Дефектовка клапанов, лучше поменять седло, но есть вариант переточить его под больший поперечник клапана, это дозволит возвратить начальное положение, но соответственно возникает необходимость в пригодном клапане. Здесь уже можно употреблять особые тюнинг клапаны, в продаже можно отыскать высоко производительные и имеющие особые напыления, о таковых клапанах я напишу в следящей статье. Обдумывая подмену седла можно приглядеться к различным материалам, зависимо от ваших целей. Седла делаются из бериллия, меди, чугуна, стеллита, хрома, сплавов никеля, кобальта, и порошковый сплав.
Как извлечь седло клапана
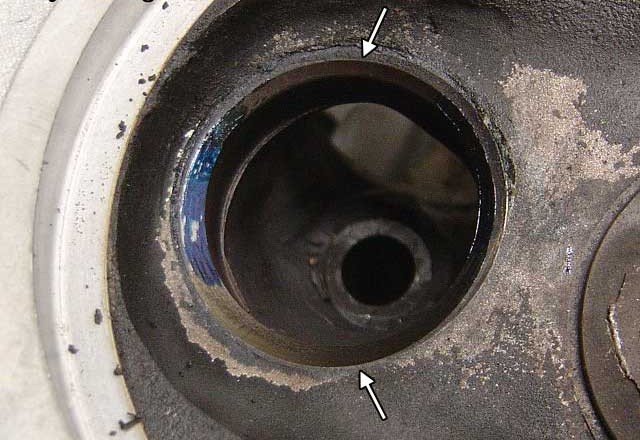
Много дискуссий в сети как это созодать и методов не меньше. Приведу пример как стремительно и отменно, без повреждения головки вытащить седло клапана и для этого пригодится старенькый клапан и сварочный аппарат.

Смотря на картину все становится понятным.
Берем старенькый клапан и протачиваем его тарелку до внутреннего поперечника седла, вставляем его в направляющую и утапливаем практически до самого края седла, не доходя приблизительно 2-3 мм. Заклеиваем каналы остывания с боков головки если таковые имеются, устанавливаем головку горизонтально камерами сгорания ввысь и наливаем прохладную воду в рубаху остывания. Это следует создать непременно поэтому что мы будем воспользоваться сваркой и это безизбежно будет нагревать камеру сгорания что может привести к ее деформации. Прихватываем в нескольких местах вставленный клапан. Нет необходимости серьезно сваривать детали, это лишь прирастит возможность деформации и позже труднее будет отделить наш проточенный клапан, который понадобится для последующего седла. И так клапан приварен и остается лишь вышибить его молотком с оборотной стороны опосля того как все остынет, кто опасается слова «молоток», могут плавненько выпрессовать нехитрыми приспособлениями. Если седла сделаны из сплава, к примеру бериллий-медь, то сварка становится не достаточно возможна. В таком случае чтоб не утруждаться вытачиванием седла на станке, что не постоянно доступно, можно порезать резьбу на седле огромным метчиком и также порезать резьбу на пригодной толстостенной трубе заранее приварив к ней клапан в районе резьбы и таковым же образом вышибить.
Установка седла клапана
Натяг седел клапанов. Для установки в дюралевые головки блока цилиндров, натяг (разница в поперечниках) должен быть в последующем спектре:
Чугунные/порошковые 0.08-0.12 мм
Бериллий медь 0.10-0.11 мм
Установка седла намного проще чем его демонтаж, делается пригодная оправка по поперечнику седла, направляющей для центровки, послужит так же старенькый клапан, головка блока за ранее очищается и греется до 80-90 градусов, в несколько движений молотком стремительно запрессовывается седло.

Разберемся какие седла с какими клапанами употребляются и для чего же это необходимо.
Бериллий-медь, рекомендуется к использованию с титановыми клапанами. Этот сплав седла около 98% меди обеспечивает достойный уровень термообмена, владеет высочайшим сопротивлением вялости и износу при больших температурах. Бериллий медь обеспечивает наилучшую тепло передачу, чем, скажем, бронзы либо железа. Не так давно был разработан медно-никелевый сплав, может быть даже лучше, чем бериллий-медь. Это было изготовлено почти во всем из-за токсичности бериллия во время его обработки.
Титановые клапаны, хотя и легче по весу, но имеют тенденцию к сильному нагреванию, потому возникает необходимость в седле способного стремительно отводить тепло.
Твердые сплавы как стеллит, хром подступают для большинства случаев, но это не наилучший вариант для высоко форсированного мотора. Хоть эти сплавы как- то и приспосабливаются производителями по теплопроводимости всё же возникает сложность в их обработке.
Источник: enginepower.pro